
Benvenuto nell'area informazioni del Dr. Galva
Qui troverai le risposte alle domande più frequenti sulla nostra gamma di prodotti galvanici. Se vuoi saperne di più sui nostri prodotti o sul processo di ordinazione, in questa pagina troverai informazioni complete. Tuttavia, se hai una domanda che non trova risposta qui, non esitare a contattarci.
Qui trovi la guida alla galvanica:

Se ti interessano informazioni sugli ultimi sviluppi o altre pubblicazioni, dai un'occhiata alla sezione pubblicazioni: Pubblicazioni
- Qual è la differenza tra brunitura e patinatura?
-
La differenza tra brunitura e patinatura sta nei processi, nei materiali e nei risultati finali, anche se entrambi mirano a creare una finitura protettiva o decorativa sul metallo:
Brunitura:
- Processo: Un processo chimico in cui ferro o acciaio vengono trasformati in uno strato nero o blu scuro (strato di ossido) attraverso una reazione con agenti chimici ossidanti.
- Materiali: Utilizzato principalmente su acciaio e ferro.
- Risultato finale: Produce una superficie scura, opaca o leggermente lucida che funge da protezione contro la corrosione, oltre a essere esteticamente gradevole.
- Utilizzo: Comunemente impiegato su armi da fuoco, utensili o altre parti in acciaio per proteggerli e dare loro un aspetto scuro.
Patinatura:
- Processo: Un processo chimico o naturale in cui metalli come rame, bronzo o ottone si ossidano formando una superficie colorata (patina).
- Materiali: Applicato principalmente su rame, bronzo e ottone.
- Risultato finale: Spesso crea tonalità verdi, blu o marroni (ad esempio la famosa patina verde sui tetti in rame), che sono generalmente decorative e fungono anche da strato protettivo.
- Utilizzo: Spesso impiegato nell'arte, nelle sculture o nell'architettura per dare a un'opera un aspetto antico o esteticamente invecchiato.
In sintesi: La brunitura è utilizzata principalmente sull'acciaio per creare uno strato scuro e funzionale di protezione, mentre la patinatura viene applicata su rame e metalli simili per creare una superficie decorativa e colorata.
- Come posso brunire l’ottone per annerirlo? Quale prodotto mi consigliate per questo?
-
Per annerire l'ottone, la patinatura è la soluzione migliore. Il Gel patinante Nero è appositamente progettato per conferire all'ottone una superficie scura. È facile da applicare e garantisce una patina decorativa e durevole.
Quando diluito, è possibile ottenere anche ottime tonalità di marrone.
- Quali sono le differenze tra le finiture di brunitura?
-
I prodotti per la brunitura del Dr. Galva si differenziano principalmente per il modo in cui vengono applicati e per i loro usi specifici. Ecco le principali differenze tra i tre tipi:
1. Brunitura a immersione Ultra-3
- Applicazione: La brunitura a immersione è ideale per la lavorazione di più pezzi contemporaneamente o per forme complesse che richiedono un rivestimento uniforme. Con questo metodo, l'intero pezzo viene immerso nella soluzione di brunitura.
- Vantaggi: Questo metodo garantisce una brunitura uniforme e continua, anche nelle aree più difficili da raggiungere. È particolarmente indicato per i pezzi più grandi e per le applicazioni industriali.
- Aree di applicazione: Ideale per la brunitura di parti in acciaio nella produzione di massa o in officine dove è necessario trattare molti pezzi contemporaneamente.
2. Brunitura rapida Ultra-5
- Applicazioni: Questo ossidante nero universale è versatile e può essere applicato sia per immersione che per semplice applicazione. È adatto a un'ampia gamma di materiali e pezzi.
- Vantaggi: Questo brunitore offre flessibilità di applicazione ed è un'ottima soluzione a tutto tondo per diversi progetti. È facile da maneggiare e non richiede attrezzature speciali.
- Campi di applicazione: Perfetto per gli artigiani e gli amanti del fai-da-te che cercano una soluzione versatile per vari lavori di brunitura, sia per pezzi piccoli che grandi.
3. Brunitura per spazzolatura Ultra-7
- Applicazione: Con la brunitura per spazzolatura, la soluzione viene applicata direttamente sulla superficie del pezzo, ad esempio con una spazzola o un panno. Questo metodo è particolarmente indicato per la lavorazione di piccole aree o per i ritocchi.
- Vantaggi: Questo metodo consente un'applicazione precisa e controllata, ideale per le riparazioni o per i pezzi che non possono essere immersi completamente. È veloce e facile da usare, anche in loco.
- Campi di applicazione: Adatto per piccoli progetti, riparazioni o per rinfrescare la brunitura esistente. È ideale per gli artigiani che vogliono trattare aree specifiche senza dover trattare l'intero pezzo.
Sommario:
- Brunitura a immersione: per rivestimenti uniformi e completi su pezzi multipli o di grandi dimensioni.
- Brunitura rapida: uso versatile, sia per immersione che per applicazione, per diversi materiali.
- Brunitura per spazzolatura: applicazione precisa e semplice per aree più piccole o ritocchi.
Ciascuno dei metodi di brunitura Dr. Galva offre vantaggi specifici ed è ottimizzato per applicazioni specifiche, in modo da poter scegliere il metodo giusto per ogni lavoro.
Gli ossidanti neri di Dr. Galva sono sviluppati appositamente per acciaio, ferro o ghisa. Esistono anche bruniture adatte a leghe come il rame o l'ottone: si tratta delle patinazioni. - Quale olio dopo la brunitura?
-
Dopo la brunitura, ti consigliamo di utilizzare uno speciale olio anticorrosione sviluppato per le superfici brunite. Ecco alcune opzioni:
- Oli speciali per la brunitura: questi oli sono formulati appositamente per sigillare e proteggere le superfici brunite. Garantiscono un elevato livello di protezione dalla corrosione e preservano la finitura nera.
- Olio per armi: l'olio per armi, utilizzato per la cura delle armi da fuoco, è una buona scelta. È progettato per proteggere le superfici metalliche dalla corrosione e quindi è ideale anche per le parti brunite.
- Olio di lino: anche l'olio di lino è adatto per una protezione naturale, in quanto forma un sottile strato protettivo e allo stesso tempo enfatizza la finitura brunita. Tuttavia, è meno duraturo degli oli specializzati.
- Olio minerale: è possibile utilizzare anche un olio minerale leggero, soprattutto se non si dispone di un olio specializzato per la brunitura. Offre una protezione di base contro l'umidità, ma potrebbe non essere efficace come i prodotti più specializzati.
È importante applicare l'olio in modo uniforme e sottile per garantire uno strato protettivo omogeneo e rimuovere l'olio in eccesso dopo qualche minuto per evitare che la superficie rimanga appiccicosa.
- Come asciugare dopo la brunitura?
-
Asciuga le parti subito dopo la brunitura con un panno pulito e privo di pelucchi, altrimenti potrebbe formarsi della corrosione.
Per quanto riguarda il tempo di attesa dopo la brunitura: È importante che la brunitura sia completamente terminata e che la superficie sia asciutta prima di iniziare la verniciatura. Di norma, un breve tempo di attesa di circa 30 minuti - 1 ora è sufficiente per garantire che la superficie sia stabile. Se l'umidità è elevata, può essere consigliabile aspettare un po' di più o riscaldare accuratamente le parti per accelerare il processo di asciugatura.
- È necessario oliare anche le parti brunite se poi vengono verniciate?
-
Lo scopo principale dell'oliatura delle parti brunite è quello di fornire un'ulteriore protezione dalla corrosione, sigillando la superficie e proteggendola dall'umidità. Tuttavia, se desideri verniciare successivamente le lamiere brunite con una vernice trasparente, l'oliatura può essere omessa, poiché la vernice trasparente si sostituisce allo strato protettivo.
Inoltre, la vernice non aderirebbe.
- Quanto è forte la protezione dalla corrosione una brunitura?
-
La protezione dalla corrosione dell'ossidazione nera è limitata e di solito offre solo una moderata protezione dalla ruggine. La brunitura rapida crea un sottile strato di ossido nero sulla superficie del metallo, che fornisce una certa protezione contro la corrosione, ma non è efficace come una brunitura o un rivestimento industriale più spesso.
Fattori che influenzano la protezione dalla corrosione:
- Spessore dello strato: poiché lo strato di ossido creato dalla brunitura è relativamente sottile, fornisce solo una protezione superficiale.
- Condizioni ambientali: In ambienti umidi o aggressivi, come l'aria salata, la protezione fornita dall'ossidazione nera è spesso inadeguata e può fallire in tempi relativamente brevi se la superficie non viene trattata ulteriormente.
- Post-trattamento: la protezione dalla corrosione può essere notevolmente migliorata se dopo l'applicazione la superficie brunita viene trattata con un olio anticorrosione adatto. Questo post-trattamento sigilla la superficie e la protegge dall'umidità e da altre influenze corrosive.
Riepilogo:
Senza post-trattamento, l'ossidazione nera offre solo una protezione limitata dalla corrosione ed è adatta soprattutto per applicazioni decorative o temporanee. Per una protezione a lungo termine, soprattutto in ambienti difficili, è necessario un post-trattamento con olio o un altro rivestimento protettivo.
- Anodo a barra o anodo piatto: qual è quello giusto?
-
La scelta tra un anodo a barra e un anodo piatto dipende da diversi fattori:
1. Dimensioni e forma del pezzo
- Anodo piatto: Ideale per pezzi di grandi dimensioni o quando è necessario uno spessore uniforme su superfici ampie. Perfetto per la galvanica a immersione.
- Anodo a barra: Meglio per pezzi più piccoli o quando la placcatura deve essere applicata in punti specifici. Perfetto per la galvanica a pennello.
2. Distribuzione della corrente
- Anodo piatto: Garantisce una distribuzione della corrente più uniforme grazie alla sua ampia superficie, ideale per rivestimenti omogenei.
- Anodo a barra: Può portare a depositi irregolari, soprattutto se la distanza dal catodo non è costante. Nella galvanica a immersione potrebbe causare una densità di corrente anodica eccessivamente alta.
3. Posizionamento degli elettrodi
- Anodo piatto: Una configurazione simmetrica con due anodi piatti opposti consente una distribuzione uniforme del metallo.
- Anodo a barra: Deve essere posizionato in modo che la distanza dal pezzo rimanga il più possibile costante, per evitare variazioni nello spessore del rivestimento. La corrente segue sempre il percorso più breve!
4. Anodo a barra per la galvanica a pennello
- Un anodo a barra è utilizzato principalmente nella galvanica a pennello (chiamata anche tampone), poiché consente un applicazione precisa del rivestimento.
- Ideale per ritoccare piccole aree o per pezzi che non possono essere completamente immersi in un bagno galvanico.
5. Anodo piatto per la galvanica a immersione
- Gli anodi piatti sono particolarmente adatti alla galvanica a immersione, poiché garantiscono un deposito uniforme del metallo su pezzi di grandi dimensioni.
- Nel processo a bagno, il pezzo è circondato dall'elettrolita su più lati, assicurando una copertura omogenea.
- Due anodi piatti opposti garantiscono una distribuzione simmetrica della corrente e migliorano notevolmente la qualità del rivestimento.
Conclusione
- Per uno spessore uniforme e pezzi di grandi dimensioni → Anodo piatto, specialmente nella galvanica a immersione.
- Per rivestimenti più piccoli o precisi → Anodo a barra, specialmente nella galvanica a pennello.
- Tieni sempre conto delle proprietà dell'elettrolita e della distribuzione della corrente!
- Di cosa ho bisogno per la galvanizzazione?
-
1. Fonte di alimentazione
- Una alimentazione CC regolabile con tensione e corrente appropriate per l'elettrolita scelto.
2. Soluzione elettrolitica
- Una soluzione elettrolitica specializzata contenente ioni metallici (ad esempio, elettrolita di rame per la deposizione di rame, elettrolita di nichel per la placcatura di nichel).
3. Anodo (Polo positivo, +)
- Anodo di rame per la placcatura di rame
- Anodo di nichel per la placcatura di nichel
- Anodo di zinco per l'elettrolita di zinco
- Anodo di alluminio per l'elettrolita di cromo (alternativamente anodo di platino)
- Anodo in acciaio inossidabile o platino per metalli preziosi o elettroliti speciali
4. Catodo (Polo negativo, -)
- Il pezzo da lavorare che deve essere rivestito (ad esempio, parti metalliche, gioielli).
5. Contenitore
- Un contenitore di plastica o vasca (resistente ai prodotti chimici) per il bagno galvanico.
6. Fili e morsetti
- Morsetti a coccodrillo e cavi per collegare gli elettrodi alla fonte di alimentazione.
7. Agenti di pretrattamento e post-trattamento
- Detergenti e attivatori (ad esempio, sgrassante, soluzioni di decapaggio – incluso il condizionatore).
- Passivazione e agenti protettivi (ad esempio, olio per brunitura) per proteggere il rivestimento.
8. Attrezzatura di sicurezza
- Guanti, occhiali di protezione ed eventualmente una maschera respiratoria per una manipolazione sicura dei prodotti chimici.
- Quale set o alimentatore dovrei scegliere?
-
Per prima cosa, bisogna decidere quale risultato si vuole ottenere, ovvero quale strato finale si desidera creare.
Le opzioni disponibili sono cromo, rame, nichel e zinco.
Inoltre, esistono combinazioni di rame/nichel, cromo/nichel e un set completo.
Il set per il cromo è disponibile solo come combinazione cromo/nichel, poiché prima della cromatura è generalmente necessario applicare uno strato di nichel, sul quale il cromo viene poi depositato in uno strato sottile.
Il rame sotto il nichel è spesso vantaggioso, poiché migliora notevolmente la protezione dalla corrosione. È utile anche per livellare eventuali irregolarità o per ottenere una superficie lucida.
Il set completo è ideale per chi desidera realizzare tutti i tipi di rivestimenti.
Ovviamente, ogni set può essere utilizzato anche per altri scopi in seguito: basta aggiungere gli elettroliti e gli anodi appropriati per applicare un diverso tipo di rivestimento.
Successivamente, bisogna scegliere l'alimentatore adatto. Sono disponibili un modello piccolo da max. 3A e uno potente da 10A.
La scelta dipende dalla dimensione dell'oggetto da rivestire. Se si desidera trattare oggetti di dimensioni maggiori in futuro, è necessario un alimentatore potente (10A). In seguito, sarà sufficiente acquistare vasche più grandi per il processo di rivestimento (oltre agli elettroliti necessari).
In generale, nella galvanotecnica si lavora con la densità di corrente, poiché ogni elettrolita ha un proprio intervallo ottimale. Questa densità è espressa in A/dm².
Per calcolare la corrente necessaria, si moltiplica la densità di corrente consigliata per l'elettrolita specifico per la superficie del pezzo in dm². La tensione si regola automaticamente una volta impostata la corrente desiderata tramite il limitatore di corrente (la tensione si riduce automaticamente fino a raggiungere il valore di corrente selezionato).
In questa tabella è possibile leggere la potenza richiesta.
Elettrolita Corrente di uscita 3A* 5A* 10A* Cromo 0,6 1 2 Rame acido 5 8,5 17 Rame alcalino 15 25 50 Nichel 10 17 34 Zinco 12 20 40 Zinco-nichel 3,3 5,5 11 * - Dettagli dell'area massima da rivestire in dm² alla minima densità di corrente possibile
- Che cos'è la galvanica?
-
L' galvanica, nota anche come elettrodeposizione, è un processo elettrochimico in cui un sottile strato di metallo viene applicato a un altro materiale. Questo processo viene spesso utilizzato per perfezionare la superficie di un oggetto, proteggerlo dalla corrosione, aumentarne la resistenza all'usura o migliorarne l'aspetto.
Ecco come funziona la galvanica:
-
Preparazione del pezzo: il pezzo da placcare deve essere pulito a fondo per rimuovere contaminanti come olio, grasso o ruggine. Questo è fondamentale per l'adesione del rivestimento metallico.
-
Bagno elettrolitico: il pezzo viene immerso in un bagno elettrolitico contenente una soluzione di ioni metallici da depositare sul pezzo. Il pezzo viene utilizzato come catodo (carico negativamente) e un anodo metallico (carico positivamente) come fonte degli ioni metallici.
-
Applicazione della corrente elettrica: una corrente elettrica viene fatta passare attraverso il bagno elettrolitico. Gli ioni metallici con carica positiva si spostano verso il catodo con carica negativa, dove si depositano come uno strato metallico solido. Lo spessore e la qualità dello strato metallico possono essere controllati dall'intensità della corrente, dalla composizione dell'elettrolita e dalla durata del processo.
-
Finalizzazione: Dopo il processo di placcatura, il pezzo viene pulito e, se necessario, lucidato per ottenere la finitura desiderata.
Applicazioni della galvanotecnica:
- Protezione dalla corrosione: metalli come lo zinco o il nichel vengono applicati all'acciaio per prevenire la formazione di ruggine.
- Rivestimento decorativo: metalli preziosi come l'oro o l'argento vengono applicati su gioielli o oggetti decorativi per migliorarne l'aspetto.
- Protezione dall'usura: metalli più duri come il cromo vengono applicati a utensili o parti di macchinari per prolungarne la durata.
- Applicazioni elettroniche: In elettronica, sottili strati di metallo vengono applicati alle schede dei circuiti o ai contatti per migliorare la conduttività elettrica.
La galvanica è una tecnica molto utilizzata nell'industria e nel commercio e svolge un ruolo importante in numerosi processi produttivi.
-
- I processi di galvanizzazione
-
Nella sezione seguente vengono presentati i diversi processi di galvanizzazione, compresi gli strumenti di lavoro di base per i singoli metodi. In generale, si distingue tra tre diversi processi di galvanizzazione: galvanizzazione a barile, galvanizzazione a spillo/tampone e galvanizzazione a bagno.
I processi in sintesi
Si distinguono 3 processi per l'elettrodeposizione dei metalli. Si tratta della galvanotecnica a bagno, della galvanotecnica a spillo (o a tampone) e della galvanotecnica a barile. Ciascuno di questi processi presenta vantaggi e svantaggi.
Procedura Vantaggi Svantaggi Galvanizzazione a bagno - Processo automatico di galvanizzazione
- È possibile ottenere spessori di strato da pochi micrometri a diversi millimetri
- È necessario un alimentatore potente
- Sono necessari contenitori di grandi dimensioni
- Grande quantità di elettroliti
- Impraticabile per la galvanizzazione di piccole parti
Galvanizzazione a pennello / galvanizzazione a tampone - È possibile realizzare la galvanizzazione di grandi superfici
- È necessario un alimentatore a bassa potenza, perché la corrente scorre solo su un piccolo punto di contatto
- È necessaria una piccola quantità di elettroliti
- Si possono ottenere solo bassi spessori di strato, quindi quasi nessuna protezione dalla corrosione
- Il processo di galvanizzazione non è automatizzato
- Molto dispendioso in termini di tempo
- faticoso
Galvanizzazione a barile - Eccellente per la galvanizzazione di piccole parti
- Rivestimento relativamente uniforme grazie alla rotazione continua
- Il processo di galvanizzazione avviene automaticamente
- Rapido da riempire
- È necessario un potente alimentatore
- Indispensabili contenitori di grandi dimensioni
- Grande quantità di elettroliti
- I pezzi ricevono piccoli segni di impatto
- È necessario un certo numero di pezzi in modo che i pezzi siano permanentemente a contatto, oppure un tamburo di dimensioni adeguate
Il processo di galvanizzazione a bagno
La galvanotecnica a bagno è un metodo in cui il pezzo da galvanizzare e l'anodo sono immersi in un elettrolita. Inoltre, viene generato un flusso di corrente in modo che il metallo si depositi sul pezzo.
La galvanotecnica a bagno è un processo frequentemente utilizzato nell'industria. Di norma, i pezzi vengono cromati, dorati o nichelati in vasche di dimensioni enormi. A tale scopo, si utilizzano spesso rastrelliere su cui sono sospesi i pezzi da placcare. Per aumentare la densità di corrente possibile e quindi una deposizione più rapida, un movimento del bagno è una buona soluzione. Questo può avvenire tramite iniezione d'aria, pompaggio o anche spostamento della rastrelliera.
Il vantaggio è che il processo è facile da eseguire e si possono generare grandi flussi di corrente, in modo da consentire la deposizione di strati metallici spessi. Lo svantaggio è che sono necessarie grandi quantità di elettrolita per riempire i bagni. Per questo motivo, la galvanotecnica a bagno è adatta solo per pezzi di piccole dimensioni nel settore privato o hobbistico.
Attrezzatura di base necessaria
Per realizzare il processo di galvanizzazione a bagno, sono necessari una sorgente di corrente continua controllabile, un serbatoio o un contenitore, cavi di collegamento.
La fonte di alimentazione può essere, ad esempio, un alimentatore da laboratorio, con display sia in volt che in ampere, cioè tensione e corrente. Il serbatoio deve essere abbastanza grande da immergere completamente l'oggetto da galvanizzare. Deve essere realizzata in materiale resistente agli alcali e agli acidi; oltre ai contenitori in plastica, sono molto adatti anche quelli in vetro. Sono inoltre necessari dei cavi per collegare l'alimentazione sia all'anodo che al pezzo. Per evitare confusione, utilizzare sempre un cavo rosso per il polo (+) e un cavo nero per il polo (-).Superficie dell'anodo
Come regola generale, la superficie dell'anodo dovrebbe essere pari a quella del pezzo da galvanizzare. Se invece la superficie dell'anodo è troppo piccola, è possibile che gli strati si depositino in modo non uniforme.
Questo effetto si verifica perché la corrente non è distribuita uniformemente nell'elettrolita (dispersione) e prende il percorso più breve. Pertanto, la corrente è maggiore nell'area del percorso più breve e lo strato si deposita più spesso in questa zona. Anche la forma e la disposizione dell'anodo devono essere adatte a distribuire uniformemente la corrente.
Un anodo più grande non ha un effetto negativo sul risultato. Tuttavia, a causa di una densità di corrente anodica sfavorevole (efficienza anodica), può verificarsi una passivazione più forte (a seconda dell'elettrolita), che riduce il flusso di corrente. In questo caso, è necessario pulire l'anodo.
Il processo di galvanizzazione di spille o tamponi
Se si devono galvanizzare pezzi montati in modo permanente o di grandi dimensioni, la galvanoplastica a spillo è la più adatta. A tale scopo, si utilizza un'asta metallica come anodo (+), alla cui estremità si trova un tampone di stoffa o una spugna (per semplicità, useremo solo la parola tampone). Il tampone serve ad assorbire l'elettrolita ed è completamente imbevuto dell'elettrolita desiderato. Mentre l'oggetto da galvanizzare è collegato al catodo (-), il pezzo viene a contatto con il tampone con un movimento circolare. In questo modo si crea un flusso di corrente e dopo pochi secondi si deposita uno strato di metallo nei punti di contatto corrispondenti.
Il movimento circolare è molto importante perché su una piccola area di contatto scorre una corrente elevata. Non appena ci si ferma su un punto con il tampone, il punto può diventare opaco e può diventare scuro (bruciature); questo effetto è tanto più rapido quanto maggiore è il flusso di corrente. In questo caso è necessaria un po' di esperienza, ma ci si riesce abbastanza rapidamente. Muovere il tampone avanti e indietro è piuttosto inadatto, in quanto il movimento viene interrotto brevemente e la bruciatura può verificarsi già ad alta densità di corrente.
L'anodo deve essere preferibilmente costituito da materiali inerti come il platino o la grafite (e talvolta anche l'acciaio inossidabile) o dal materiale dell'elettrolita utilizzato.
Attrezzatura di base necessaria
Per eseguire il processo di galvanizzazione a spillo o a tampone o a spillo, sono necessari una fonte di corrente continua regolabile, ossia un alimentatore regolabile con display digitale di tensione e corrente, un anodo a spillo con supporto anodico (spillo galvanico), un set di cavi e un tampone o una spugna. Il pin anodico (o il supporto anodico) deve essere collegato al polo (+) dell'alimentatore mediante un cavo. Inoltre, l'anodo deve essere dotato di un tampone o di una spugna, in modo che il perno galvanico completo sia pronto per l'uso. Il pezzo da lavorare è collegato al polo (-) come nelle procedure sopra descritte.
Spugna e tampone
Se si utilizzano spugne o tamponi, si tratta di accessori che assorbono l'elettrolita. Questa caratteristica è indispensabile perché deve trattenere l'elettrolita tra l'anodo e il pezzo durante il processo di galvanizzazione e rilasciare gli ioni metallici. Idealmente, i tamponi per la galvanoplastica hanno un'elevata capacità di assorbimento e sono robusti. I tamponi per galvanoplastica non devono essere troppo sottili, perché altrimenti potrebbero verificarsi effetti di isolamento dovuti all'alta pressione in alcuni punti e la corrente elettrica non potrebbe essere trasmessa. Un tampone per galvanotecnica non deve inoltre presentare cuciture esterne, poiché ciò potrebbe causare graffi sul metallo.
Addensante o gel former
L'addensante, chiamato anche gel former, è un agente addensante specifico. Gli addensanti vengono aggiunti alla soluzione elettrolitica per renderla più viscosa. Esistono addensanti speciali progettati per i diversi elettroliti galvanici. Se si utilizzano o si mescolano agenti convenzionali, l'elettrolita diventa solitamente inutilizzabile. In linea di principio, tutti i tipi di elettroliti possono essere addensati con l'aiuto dei formatori di gel galvanici. Addensando l'elettrolito, si garantisce che il liquido non goccioli, che il lavoro sia più pulito e che l'elettrolito possa essere usato con parsimonia. Tuttavia, l'elettrolita non deve essere troppo denso.
Per addensare un elettrolito, si deve versare in un contenitore la quantità di elettrolito che si prevede di utilizzare e aggiungere una quantità di gelificante pari a quella che si prevede di aggiungere mescolando in modo uniforme fino a raggiungere la consistenza o la fermezza desiderata. Procedere con attenzione e lentamente. Assicurarsi assolutamente che non si formi una polvere eccessiva quando si usa la polvere. Se si è addensato troppo l'elettrolito, è possibile renderlo nuovamente liquido aggiungendo elettrolito non addensato.
Il processo di placcatura del barile
Il processo di galvanotecnica a barile è ideale per la galvanizzazione di grandi quantità di pezzi di piccole dimensioni, in particolare per i pezzi che non possono essere fissati su rack o che possono essere fissati solo con grande sforzo. Fondamentalmente, il processo di galvanizzazione corrisponde a quello della galvanizzazione a bagno, in cui i pezzi da galvanizzare sono sciolti in un barile che ruota lentamente. I pezzi vengono contattati con l'aiuto di un'asta di contatto montata centralmente, di clapper liberamente spostabili (cavi con cappucci conduttivi) o attraverso punti di contatto adeguati nella parete del tamburo; il tamburo viene messo in rotazione con l'aiuto di un motore. Il movimento uniforme che ne deriva garantisce un rivestimento relativamente uniforme dei piccoli pezzi, ma ci sono delle sottili differenze, in quanto la miscelazione incontrollata fa sì che i singoli pezzi vengano contattati più a lungo e quindi ricevano uno spessore di rivestimento maggiore, oppure questo effetto è anche inverso (cioè un tempo di contatto più breve e uno spessore di rivestimento inferiore).
Il vantaggio è che può essere caricato rapidamente, in quanto i pezzi vengono semplicemente introdotti in modo lasco. Lo svantaggio è che i pezzi subiscono sempre piccoli segni d'urto perché sono mescolati tra loro, quindi questo processo è meno adatto per le finiture a specchio, ma questo non è importante per le viti ecc. Inoltre, è necessario un numero minimo di pezzi perché i pezzi siano continuamente a contatto.
Attrezzatura di base necessaria
Per eseguire il processo di galvanizzazione a barile, è necessario un barile di galvanizzazione. Oltre al barile, i componenti di base sono un motoriduttore e la meccanica, che insieme costituiscono un sistema di galvanizzazione a barile. Come per il processo di galvanizzazione a bagno, sono necessari un alimentatore controllabile sufficientemente forte e un set di cavi.
Riempimento del tamburo di galvanizzazione
Come regola generale, il tamburo di elettroformatura dovrebbe essere riempito di pezzi solo fino a un carico massimo compreso tra il 40 e il 50%. In questo modo si garantisce che i componenti possano muoversi liberamente; allo stesso tempo, si evita che si inceppino, si blocchino o addirittura si blocchino. Se ciò dovesse accadere, a causa dei punti di contatto non potrebbe avvenire un rivestimento ideale e quindi una galvanica uniforme. È essenziale garantire che anche questi siano in contatto con il perno di contatto.
Nota: le sfere sono il materiale di riempimento ottimale perché non possono inclinarsi, il movimento libero è assicurato e il risultato galvanico ideale.
- Come influiscono il voltaggio e la densità di corrente?
-
Nella galvanizzazione, il voltaggio e la densità di corrente giocano un ruolo cruciale nella qualità dello strato depositato. Entrambi i parametri devono essere regolati con attenzione per ottenere un rivestimento metallico uniforme e di alta qualità.
1. Voltaggio:
- Funzione: Il voltaggio (misurato in volt) permette alla corrente elettrica di attraversare l'elettrolita, trasportando gli ioni metallici dall'anodo al catodo (il pezzo da rivestire), dove si depositano sotto forma di rivestimento metallico.
- Influenza: Un voltaggio troppo alto può causare una deposizione troppo rapida degli ioni metallici, generando uno strato ruvido, poroso o addirittura polveroso. Un voltaggio troppo basso, al contrario, può rallentare il processo di deposizione, riducendo l'efficienza e portando a un rivestimento irregolare.
- Dipendenza dalla distanza: Il voltaggio deve essere regolato in base alla distanza tra l'anodo e il catodo, poiché la resistenza elettrica dell'elettrolita aumenta con la distanza. Più l'anodo è lontano dal catodo, maggiore deve essere il voltaggio per raggiungere una densità di corrente sufficiente. I valori di voltaggio indicati per i nostri elettroliti sono indicativi e si basano su una distanza di circa 10 cm. Se questa distanza varia, il voltaggio deve essere regolato di conseguenza.
- Valori massimi: Nota che i valori massimi di voltaggio indicati possono essere raggiunti solo in condizioni ideali, come quando viene utilizzato il movimento del bagno (ad esempio, agitazione o pompaggio), che consente all'elettrolita di circolare uniformemente intorno al pezzo, evitando punti caldi o deposizioni irregolari.
2. Densità di corrente:
- Definizione: La densità di corrente è la quantità di corrente per unità di superficie dell'elettrodo, espressa in ampere per decimetro quadrato (A/dm²). Descrive il rapporto tra corrente elettrica e superficie dell'elettrodo ed è un fattore chiave per la qualità della deposizione del metallo.
- Influenza sul catodo (pezzo da rivestire): La densità di corrente catodica influisce notevolmente sulla qualità del rivestimento sul pezzo (catodo). Ogni elettrolita ha un intervallo ottimale di densità di corrente in cui la deposizione avviene con buoni risultati. Una densità di corrente troppo alta può portare a strati ruvidi e a grana grossa, mentre una densità troppo bassa può causare rivestimenti insufficienti o irregolari.
- Influenza sull'anodo: La densità di corrente anodica è essenziale per la stabilità dell'elettrolita. Idealmente, il metallo all'anodo (generalmente lo stesso metallo depositato) dovrebbe dissolversi alla stessa velocità con cui si deposita sul catodo. Questo assicura una concentrazione uniforme di ioni metallici nell'elettrolita e contribuisce alla durabilità del bagno. Nella pratica, tuttavia, si verificano spesso deviazioni, che possono influire sulla stabilità dell'elettrolita e sull'efficienza del processo.
- Regolazione tramite temperatura e movimento: Densità di corrente più elevate possono essere applicate aumentando la temperatura e movimentando l'elettrolita o il pezzo da lavorare. Queste misure migliorano il trasporto degli ioni e rendono la deposizione più uniforme ed efficace.
- Dipendenza dalla forma del pezzo e dell'anodo: La densità di corrente varia anche in base alla forma del pezzo e dell'anodo. Poiché la corrente tende a seguire il percorso più breve, una distribuzione disomogenea della corrente può portare a rivestimenti irregolari, soprattutto su angoli, bordi o geometrie complesse. Un'attenta regolazione dell'anodo rispetto alla forma del pezzo, insieme all'uso di elettrodi ausiliari, può aiutare a risolvere questo problema.
- Ottimizzazione: Un'attenta regolazione dell'anodo rispetto alla forma del pezzo, insieme all'uso di elettrodi ausiliari, può contribuire a ottenere una distribuzione uniforme della corrente, garantendo così un rivestimento omogeneo.
Interazioni tra voltaggio e densità di corrente:
- Il voltaggio e la densità di corrente sono collegati: un voltaggio più alto porta generalmente a una densità di corrente maggiore, a condizione che le resistenze nel sistema (come la resistenza dell'elettrolita e le caratteristiche della superficie) rimangano costanti.
- È spesso necessario regolare il voltaggio per raggiungere la densità di corrente desiderata, ma anche altri fattori come la concentrazione dell'elettrolita e la temperatura influiscono su questa relazione.
Riassunto:
- Il voltaggio alimenta il processo e influisce sulla velocità di deposizione del metallo. Deve essere regolato con attenzione, in particolare tenendo conto della distanza tra anodo e catodo, per garantire un rivestimento uniforme.
-
La densità di corrente determina la quantità di metallo depositato per unità di superficie e influisce sulla qualità e sull'aspetto del rivestimento. Deve essere regolata con attenzione nell'intervallo ottimale per ottenere un rivestimento di alta qualità.
- Sia la densità di corrente catodica che la densità di corrente anodica svolgono un ruolo cruciale: la densità catodica influisce sulla qualità dello strato, mentre la densità anodica garantisce la stabilità dell'elettrolita. Il controllo della temperatura e del movimento nel bagno può aiutare ad applicare densità di corrente più elevate e migliorare la stabilità del processo.
- Caratteristiche dei singoli strati
-
Ciascuno degli strati applicati offre determinate proprietà che hanno un effetto positivo sulla qualità del risultato finale. Sebbene il rivestimento con il rame non sia assolutamente necessario per molti materiali, esso consente di ottenere un risultato di migliore qualità.
Il rame si deposita rapidamente e garantisce una superficie particolarmente liscia. È anche molto facile da lucidare, il che riduce notevolmente i costi di lucidatura. Il nichel aumenta la resistenza alla corrosione dell'intero rivestimento. Durante la successiva cromatura, contribuisce in modo significativo alla lucentezza dello strato di cromo.
Lo strato finale, applicato in modo sottile e con i vantaggi decorativi o tecnici desiderati, costituisce il tocco finale.
- Protezione anticorrosione dei rivestimenti
-
Una buona protezione dalla corrosione si ottiene solo con uno strato sufficientemente spesso o con una combinazione adeguata di strati. Uno strato sottile di cromo sul ferro non offre quasi nessuna protezione, quindi è necessario utilizzare almeno la combinazione nichel-cromo. Un altro vantaggio è lo strato di nichel sottostante, perché il nichel (nichel brillante) fa risaltare meglio la lucentezza. Se si desidera migliorare la protezione dalla corrosione in atmosfera riducente, utilizzare la combinazione di strati rame-nichel-cromo, in quanto il rame svolge un lavoro migliore.
In generale, vale quanto segue:
A seconda del metallo formato, la protezione dalla corrosione è molto diversa. Ci sono anche grandi differenze a seconda dei diversi tipi di elettroliti. Alcuni tipi di elettroliti si depositano con pori microscopici: in queste aree la protezione non è presente. Per chiudere i pori, è necessario uno spessore maggiore dello strato. Una combinazione di più strati migliora notevolmente la protezione. I diversi strati si completano a vicenda e la protezione dalla corrosione aumenta esponenzialmente, secondo il motto "1+1=5".
Esempi di protezione dalla corrosione
Nichel:
Uno strato di nichel puro ha una buona protezione dalla corrosione solo a partire da 25µm, ma nella combinazione di strati nichel-cromo o anche rame-nichel-cromo, la protezione è notevolmente migliorata.
Zinco:
Per lo zinco si consiglia uno spessore del rivestimento di circa 10µm. Lo zinco ha un effetto a lunga distanza, che fornisce anche una protezione catodica per le aree di ferro non coperte (ad esempio, pori o aree danneggiate meccanicamente).
Zinco-nichel:
Qui si unisce la combinazione di due elementi protettivi. Da un lato lo zinco attivo e dall'altro il nichel passivo. Entrambi gli elementi formano uno strato comune con una maggiore protezione. Lo spessore medio dello strato è compreso tra 5µm e 10µm. Gli strati sono resistenti alla corrosione anche a temperature fino a 180°C, motivo per cui gli strati di zinco-nichel sono ideali per proteggere i componenti dei motori a combustione.
Nell'esempio, un telaio cromato, con uno spessore dello strato evidentemente insufficiente o un design inadeguato dello strato di base:
- Sequenza del rivestimento
-
Il rivestimento di un pezzo di solito avviene in più fasi, in cui diversi strati vengono depositati sulla superficie dell'oggetto. Ognuno di questi strati ha proprietà importanti per un risultato professionale.
A seconda del materiale e delle condizioni della superficie, è necessario un pretrattamento. Ad esempio, i materiali sensibili agli acidi come lo zinco richiedono uno strato applicato con elettrolita di rame alcalino prima del rivestimento con elettrolita di rame acido. L'alluminio viene pretrattato con un attivatore di alluminio e il rame richiede un sottile strato di palladio prima dell'applicazione dello strato di nichel chimico.
Struttura pratica della sequenza di strati dopo il pretrattamento:
- Rame brillante per un buon livellamento
- Nichel come strato di barriera alla diffusione
- Oro, argento o cromo come strato finale
L'ultimo strato viene normalmente applicato solo in modo sottile.
- La dispersione nella galvanica
-
Qui ci occupiamo dell'importantissima dispersione da osservare. L'anodo deve essere adattato alla forma del pezzo da rivestire. Solo un flusso di corrente maggiore renderebbe il pezzo scuro e opaco nei punti più vicini all'anodo, poiché la densità di corrente locale sarebbe troppo elevata.
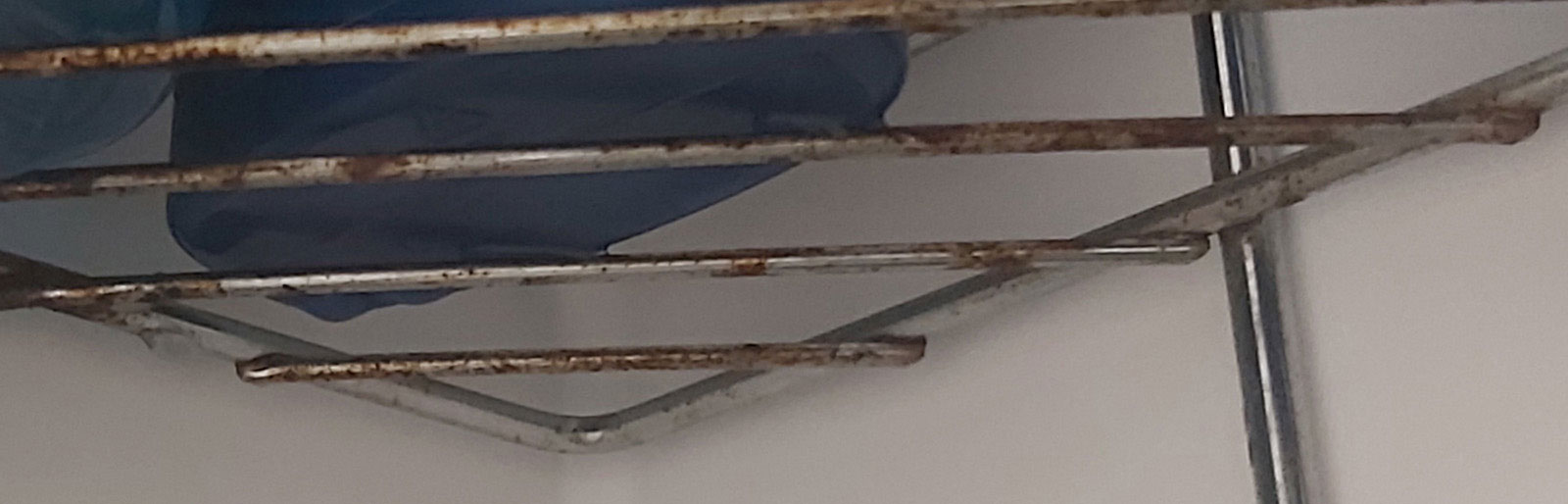
Buona dispersione (ad es. acido rameico) quando si utilizza un anodo piatto. Minore è la distanza, maggiore è il flusso di corrente in questi punti e maggiore è la quantità di metallo che vi si deposita. A causa della buona diffusione, sul retro si deposita comunque uno strato sottile. Scarsa dispersione (ad esempio zinco debolmente acido). In questo caso, il metallo si deposita solo sul lato rivolto verso l'anodo. Praticamente non scorre corrente sul lato opposto e la deposizione è minima o nulla. 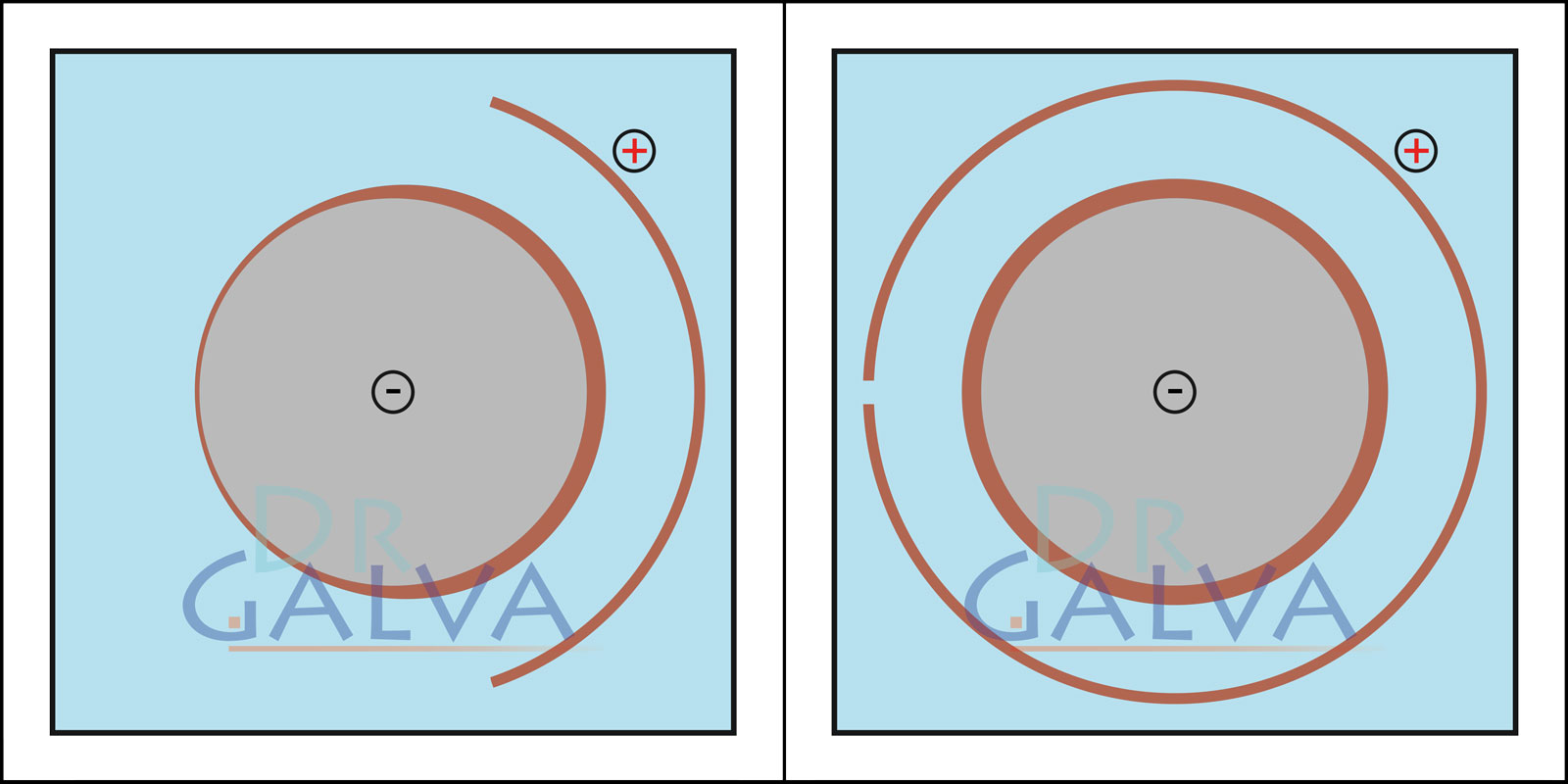
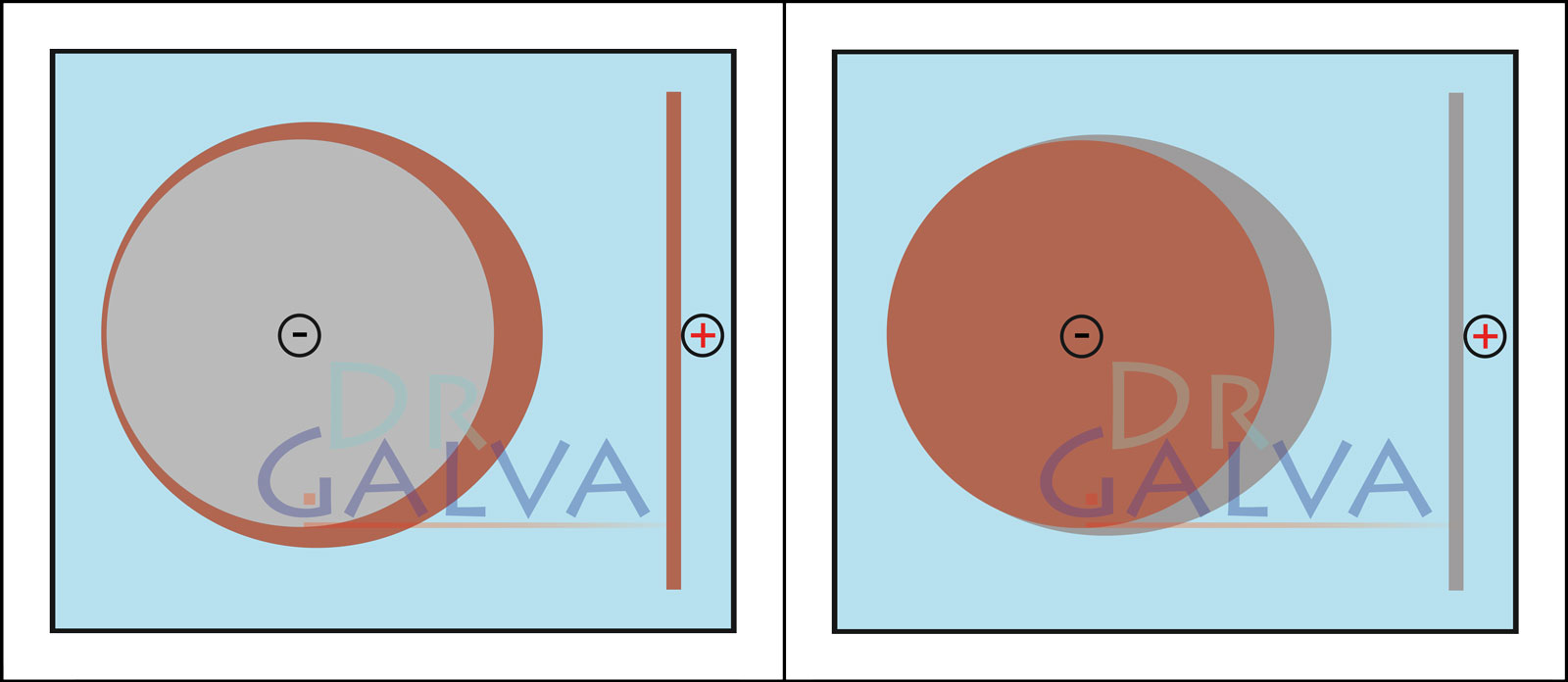
Con una forma adattata al pezzo, il metallo si deposita in modo molto più uniforme. Sul lato opposto all'anodo, lo strato diventa più sottile. In generale, lo strato diventa molto più uniforme rispetto a un anodo piatto. Un anodo ad anello e il pezzo da lavorare si trovano nel bagno galvanico. In questo modo si garantisce che la distanza dell'anodo dal pezzo sia la stessa su tutto il perimetro. Per ottenere una deposizione uniforme, non è necessario ruotare il pezzo in lavorazione. 
Questa è la forma più complicata, il metallo si deposita quasi solo nell'area rivolta verso l'anodo. Con un anodo adattato allo stampo, si ottiene comunque una buona deposizione all'interno e si rivestono anche gli angoli. Tuttavia, questo processo è complesso. - Perché il contenuto di metallo è relativamente poco importante?
-
Il contenuto di ioni metallici (ad es. Cu²⁺, Ni²⁺, Zn²⁺) è senza dubbio un importante parametro di controllo di un elettrolita galvanico – ma è solo uno tra molti e, in pratica, quasi mai il fattore limitante per la qualità del deposito, l’economia o la stabilità del processo. Le ragioni principali:
Perché non è “il più importante” Cosa conta (almeno) altrettanto 1. Impatto limitato oltre un valore minimo
Già a concentrazioni moderate, l’apporto di ioni al catodo è saturo. Valori metallici più alti danno solo un piccolo aumento della densità di corrente, ma accrescono densità, viscosità e formazione di fanghi.Densità di corrente & distribuzione
Oltre il 90 % dei difetti di strato (burning, macchie, pori) dipende dalla densità di corrente locale – governata da geometria, distanza, agitazione e anodi ausiliari, non dal contenuto metallico.2. La struttura cristallina è determinata dagli additivi
Brillantezza, dimensione del grano, tensioni interne e duttilità derivano da livelli in ppm di carrier, brightener e leveller organici … del tutto indipendentemente dal fatto che nel bagno ci siano 20 g L⁻¹ o 30 g L⁻¹ di Ni²⁺.Chimica degli additivi & prodotti di degradazione
Il rapporto carrier/brightener modifica il deposito molto più di ±20 % di Ni²⁺. Le schede analitiche riportano di solito > 10 parametri organici ma un solo parametro metallico.3. La conducibilità proviene soprattutto dalla matrice salina
Le perdite ohmiche sono determinate principalmente da ioni solfato, cloruro o fluoborato. Un bagno d’argento contiene solo 2–3 g L⁻¹ di Ag⁺ ma raggiunge alta conducibilità grazie a 150 g L⁻¹ di KCN.Ioni di conducibilità & pH
Il pH regola l’evoluzione dell’idrogeno, la brillantezza e le tensioni; i sistemi tampone (acido borico, citrato) stabilizzano l’elettrolita e il deposito.4. Termodinamica vs. cinetica
Il contenuto metallico cambia appena ΔG; la cinetica di deposizione è dominata da temperatura, intensità dell’agitazione e complessazione (EDTA, tartrato …).Temperatura & idrodinamica
Una variazione di ±5 K influisce spesso sulla distribuzione dello spessore più di ±20 % di metallo.5. Vita del bagno & driver di costo
Nei bagni di Cu e Ni, il costo degli ioni metallici è < 20 % del costo totale per m² di deposito; reintegro additivi, energia, pulizia, reflui & analitica incidono di più.Gestione delle contaminazioni
Tracce di Cu nei bagni Ni o la degradazione del saccarinato possono compromettere un bagno, sebbene il contenuto metallico sia “ideale”.6. Il contenuto metallico non definisce la “durata di campagna”
Negli elettroliti autorigeneranti, la dissoluzione anodica sostituisce continuamente il metallo depositato. La durata operativa del bagno è quindi limitata dalla degradazione degli additivi, dall’ingresso di sporco e dalla perdita di volume – non dal contenuto metallico iniziale.Materiale d’anodo & meccanica di dissoluzione
Purezza dell’anodo, tenore di cloruri (nei bagni Cu-OP) e corretta finestra di densità di corrente determinano l’efficienza di ridissoluzione di Cu, Ni, Zn ecc. Un bagno ben gestito mantiene costante il livello di metallo per mesi, mentre gli additivi organici vanno reintegrati regolarmente.Conclusione: Il contenuto di ioni metallici è solo il fondamento del processo galvanico. Per qualità del deposito, stabilità ed economia, gestione della densità di corrente, additivi, idrodinamica, controllo della temperatura, dissoluzione anodica e contaminazioni sono molto più determinanti.
- Anodi solubili - vantaggi, pratica, limiti
-
Gli anodi solubili sono costituiti dal metallo da depositare e si dissolvono sotto corrente. In questo modo reintegrano gli ioni metallici nell’elettrolita in proporzione alla corrente, mantenendo più stabile la composizione del bagno senza dover dosare continuamente sali metallici.
Vantaggi degli anodi solubili
- Auto-reintegro degli ioni metallici: Dissoluzione dell’anodo ≈ deposizione del metallo → minore necessità di ridosaggio di sali metallici.
- Niente “salinizzazione” anionica: Invece di introdurre solfato/cloruro ad ogni reintegro, entra solo metallo nel bagno → minori variazioni di conducibilità e volume, meno correzioni.
- Condizioni pH/redox più stabili: L’ossidazione avviene tramite dissoluzione del metallo, non tramite acqua/cloruro → minore sviluppo di O₂/Cl₂, minore ossidazione degli additivi.
- Tensione di cella più bassa, migliore efficienza energetica: La dissoluzione del metallo richiede generalmente potenziali anodici inferiori all’evoluzione dell’ossigeno.
- Qualità del deposito più costante: Un’attività metallica più uniforme favorisce brillantezza uniforme, affinamento del grano e velocità di deposizione.
- Pratico in produzione: Minore gestione dei prodotti chimici, meno fermi grazie a intervalli di reintegro più lunghi.
Pratica tipica
- Nichel: Anodi di Ni attivati con zolfo / pellet di Ni in cestello di Ti + un po’ di cloruro per evitare la passivazione.
- Rame (acido): Anodi di Cu contenenti fosforo (fosforizzati) + sacchi anodici per trattenere i fanghi.
- Stagno, zinco e altri: Ampiamente utilizzati con anodi solubili.
Limiti / svantaggi
- Fango anodico e passivazione → sacchi anodici, filtrazione, adeguata densità di corrente anodica.
- Impurezze metalliche possono co-dissolversi (importante la qualità degli anodi).
-
Non sempre adatti:
- Bagni al cromo(VI) utilizzano anodi insolubili (non si desidera aumento degli ioni metallici; si ricerca un’altra elettrochimica).
- Bagni al cromo(III): L’uso di anodi metallici di cromo può generare Cr(VI) e danneggiare l’elettrolita; inoltre il Cr(III) si impoverisce per deposizione, limitando la durata del bagno.
- Perché Ravvivante brillantezza se gli anodi arricchiscono già il bagno?
-
In breve: Gli anodi forniscono (quasi solo) ioni metallici - la brillantezza deriva da additivi organici. Questi additivi non si formano all’anodo e, in esercizio, vengono continuamente consumati o degradati. Per questo il bagno richiede regolari dosi di brillantante di reintegro.
Perché l’arricchimento tramite anodi non basta
- Gli anodi dissolvono metallo (ad es. Ni²⁺, Cu²⁺) mantenendo costante la concentrazione metallica. Gli additivi organici (carrier/suppressor, brightener/accelerator, leveler) provengono dall’esterno - non dall’anodo.
- Consumo al catodo: Gli additivi si adsorbono sulla superficie; alcuni vengono codepositati o ridotti/decomposti elettrochimicamente. Ciò dipende dalla densità di corrente e dagli Ah lavorati.
- Degradazione all’anodo: Una parte dei componenti organici viene ossidata lì (specie in bagni contenenti cloruri o ad alta polarizzazione anodica).
- Perdite collaterali: Trascinamento su pezzi/telai, adsorbimento nel filtro/sacco anodico, degradazione termica/chimica e depurazione (es. con carbone attivo) rimuovono additivi dal bagno.
Ruolo del brillantante di reintegro
- Contiene di norma le componenti a vita breve e ad alta attività (spesso la frazione “acceleratore/brillantante”), che si consumano più rapidamente.
- Senza reintegro, il deposito perde brillantezza, livellamento e grana fine; possono insorgere zone opache, maggiori tensioni o rugosità.
Conclusione
L’anodo reintegra il metallo, il brillantante di reintegro reintegra gli additivi organici funzionali - entrambi sono necessari per strati costanti e brillanti.
Nota sulla vita del bagno
Teoricamente, negli elettroliti rigenerabili la dissoluzione anodica potrebbe prolungare indefinitamente il funzionamento, ma altri additivi vengono consumati. Per continuare a usare l’elettrolita, tali additivi si integrano. Senza trattamenti di pulizia specifici, però, l’elettrolita non dura all’infinito - con una corretta manutenzione degli additivi, la sua autonomia può aumentare di molte volte.
- Come si costruisce una cella galvanica per depositare metalli?
-
Una cella galvanica per il deposito di metalli, nota anche come cella elettrolitica o cella galvanica, è un dispositivo utilizzato per depositare uno strato di metallo su un altro metallo attraverso un processo elettrochimico. Ecco una guida passo passo per costruire una cella di questo tipo:
Materiali:
- Sorgente di corrente: una sorgente di tensione continua controllabile.
- Anodo: ad esempio, un anodo di rame se si deve depositare del rame; per alcune soluzioni è necessario utilizzare un anodo diverso - segui le istruzioni per l'elettrolita.
- Catodo (pezzo da lavorare): Il pezzo di metallo su cui deve essere depositato l'altro metallo (ad esempio un gioiello).
- Soluzione elettrolitica: una soluzione contenente ioni metallici del metallo da depositare (ad es. elettrolita di rame per la deposizione di rame).
- Contenitore: per contenere la soluzione elettrolitica.
- Fili conduttori e morsetti a coccodrillo: Per collegare gli elettrodi alla fonte di alimentazione.
Preparazione:
-
Preparazione della soluzione elettrolitica:
- Riempi il contenitore con la soluzione elettrolitica. Puoi utilizzare un elettrolita di rame, ad esempio per depositare il rame.
- Riempi il contenitore con la soluzione elettrolitica. Puoi utilizzare un elettrolita di rame, ad esempio per depositare il rame.
-
Inserimento degli elettrodi:
-
Anodo: inserisci gli anodi (ad esempio la piastra di rame) nella soluzione. Questi elettrodi forniranno il metallo da depositare. È consigliabile utilizzare due anodi opposti per ottenere una deposizione più uniforme. Fai riferimento ai diagrammi. (Se non è possibile ottenere una simile disposizione degli anodi, è possibile ottenere un rivestimento uniforme del pezzo in lavorazione mediante una rotazione continua).
Consulta anche la sezione “La dispersione nella galvanica”
-
Catodo: posiziona anche il catodo (ad esempio il gioiello) nella soluzione. Si tratta del pezzo su cui viene depositato il metallo.
-
Anodo: inserisci gli anodi (ad esempio la piastra di rame) nella soluzione. Questi elettrodi forniranno il metallo da depositare. È consigliabile utilizzare due anodi opposti per ottenere una deposizione più uniforme. Fai riferimento ai diagrammi. (Se non è possibile ottenere una simile disposizione degli anodi, è possibile ottenere un rivestimento uniforme del pezzo in lavorazione mediante una rotazione continua).
-
Collegamento alla fonte di alimentazione:
- Collega l'anodo (piatto di rame) al polo positivo della fonte di alimentazione.
- Collega il catodo (pezzo da lavorare) al polo negativo della fonte di alimentazione. In questo modo il catodo si carica negativamente e il metallo si deposita su di esso.
-
Attiva il flusso di corrente:
- Accendi la sorgente di corrente. Gli ioni metallici presenti nella soluzione (ad esempio gli ioni Cu²⁺) sono attratti dal catodo, che è carico negativamente. Gli ioni si riducono in atomi metallici neutri e si depositano sulla superficie del catodo.
Come funziona:
- Anodo (piastra di rame): L'anodo si dissolve parzialmente a causa del flusso di corrente, rilasciando ioni di rame (Cu²⁺) nella soluzione, per cui la concentrazione di ioni di rame nella soluzione elettrolitica rimane costante:
Cu → Cu²⁺ + 2e⁻
- Catodo (pezzo da lavorare): Al catodo, gli ioni di rame (Cu²⁺) provenienti dalla soluzione vengono ridotti dagli elettroni e depositati sul pezzo sotto forma di rame metallico:
Cu²⁺ + 2e⁻ → Cu
Note importanti:
- Amperaggio e tempo: l'amperaggio e la durata del processo determinano lo spessore dello strato metallico depositato. Correnti più elevate e tempi più lunghi portano a strati più spessi.
- Temperatura: la temperatura della soluzione elettrolitica può influenzare la velocità di deposizione. Temperature più elevate possono accelerare il processo, ma anche influenzare la qualità dello strato.
- Purezza della soluzione elettrolitica: le impurità presenti nella soluzione possono influire sulla qualità dello strato metallico depositato.
Risultato:
Con questa procedura si deposita uno strato metallico uniforme sul pezzo da lavorare. Questo è il principio di base della galvanoplastica, che viene utilizzata in molti processi industriali per rivestire i metalli e proteggere o perfezionare le superfici.
Struttura generale:
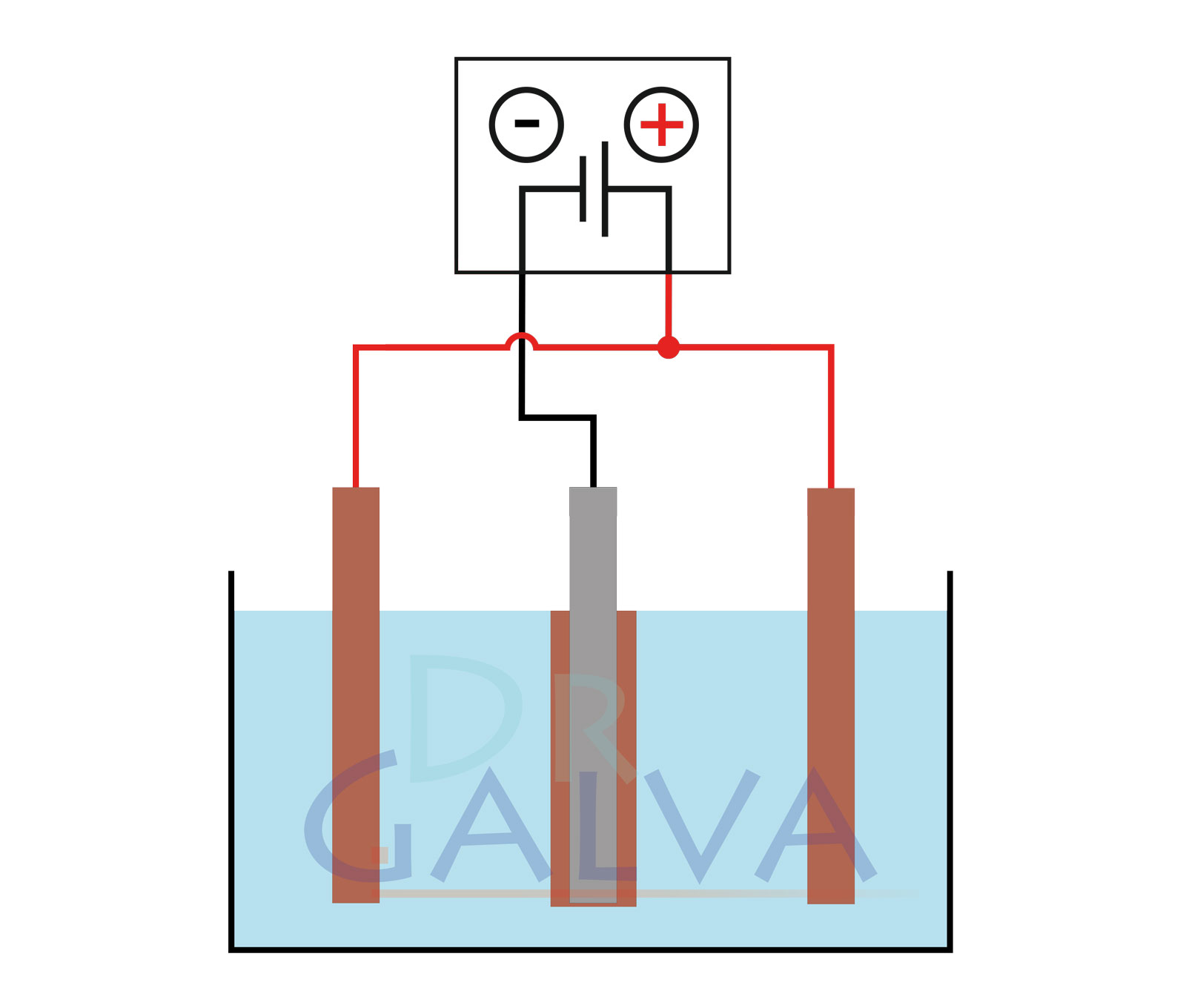
Confronto del deposito:
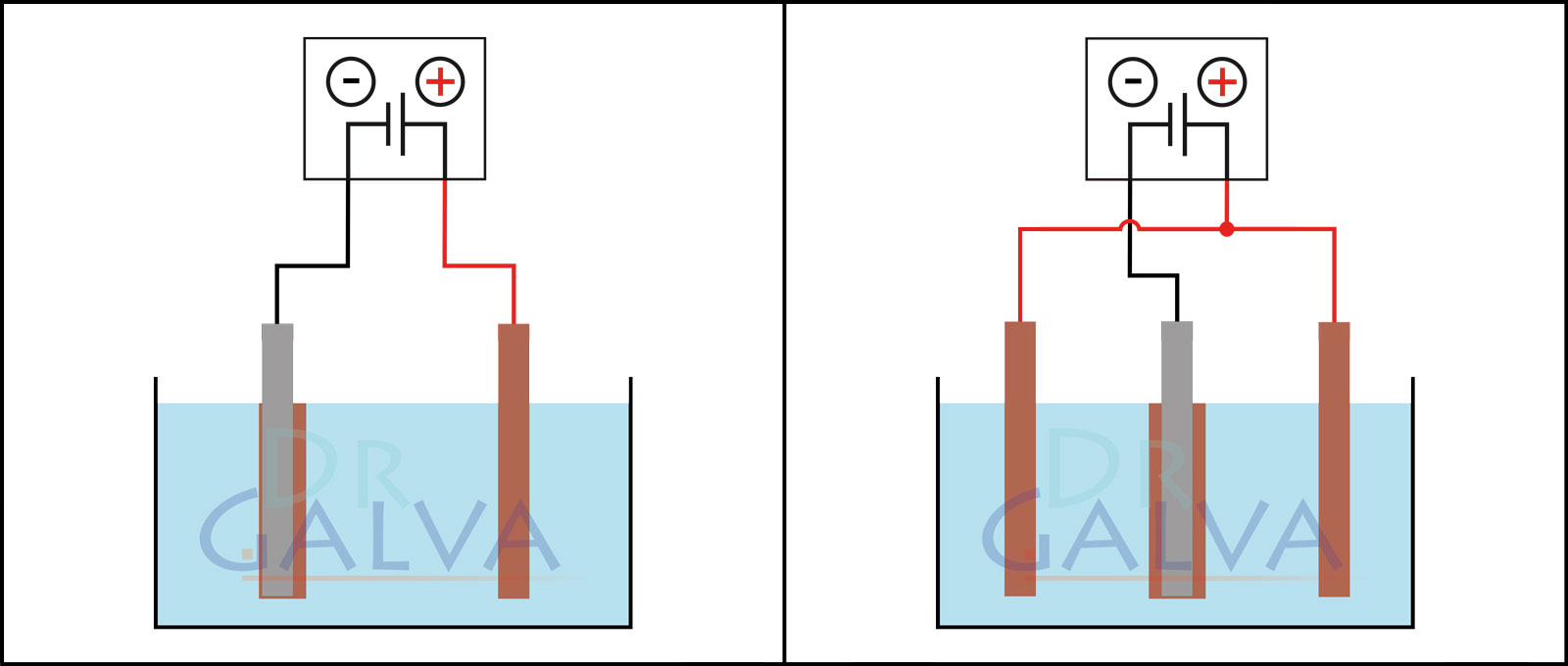
L'anodo e il pezzo da lavorare occupano una posizione opposta. Sul lato anteriore del pezzo si deposita più metallo che sul lato posteriore. Il pezzo deve essere ruotato a intervalli regolari. Nella vasca si trovano due anodi e il pezzo da lavorare. Si noti che entrambi gli anodi devono essere collegati alla stessa alimentazione. Il pezzo viene posizionato al centro, tra i due anodi. Questo garantisce una deposizione più uniforme. - Corretto sgrassaggio delle superfici da rivestire
-
Il corretto sgrassaggio delle superfici da rivestire è una fase cruciale del processo galvanico. Una pulizia accurata è necessaria per assicurare una perfetta adesione del rivestimento metallico e per garantire la qualità dei prodotti finali. Ecco le fasi e i metodi principali per uno sgrassaggio efficace:
Perché lo sgrassaggio è importante?
- Adesione: i residui di grasso e olio possono compromettere notevolmente l'adesione del rivestimento galvanico.
- Qualità del rivestimento: la contaminazione porta a rivestimenti non uniformi, bolle e altri difetti.
- Protezione dalla corrosione: le superfici pulite garantiscono una migliore resistenza alla corrosione dei materiali rivestiti.
Metodi di sgrassaggio
1. sgrassaggio chimico
- Pulizia con solventi: Uso di solventi organici come l'acetone o l'isopropanolo, che dissolvono efficacemente grassi e oli.
- L'acetone è caratterizzato da un'eccellente solubilità dei grassi e da un basso punto di ebollizione. Viene utilizzato principalmente in istituto per la pulizia e lo sgrassaggio degli utensili. L'acetone scioglie bene le impronte digitali e altri grassi leggeri, ma è meno efficace contro l'olio delle macchine. In effetti, l'acetone può essere controproducente su pezzi contaminati da olio, in quanto può far aderire permanentemente le particelle di sporco alla superficie a causa di forze adesive.
- L'isopropanolo (propan-2-olo) può essere utilizzato in diverse discipline ed è particolarmente versatile. Si usa, ad esempio, per pulire gli schermi o per rimuovere fastidiosi adesivi che altrimenti lascerebbero sgradevoli residui di colla. L'isopropanolo è particolarmente adatto per i lavori più ostinati, dove altri agenti falliscono, in quanto rimuove completamente i residui. L'isopropanolo non lascia residui perché evapora senza lasciare residui ed è chimicamente neutro per la maggior parte dei materiali. Può essere diluito con acqua distillata ed è adatto per la rimozione di oli e grassi e per la pulizia di molte superfici.
- Sgrassaggio alcalino: uso di detergenti alcalini che emulsionano e rimuovono grassi e oli in soluzione acquosa.
- Bagni acidi: in alcuni casi si utilizzano detergenti acidi, soprattutto quando è necessario rimuovere ossidi metallici o ruggine.
2. sgrassaggio meccanico
- Spazzolatura e smerigliatura: uso di spazzole o abrasivi per rimuovere le impurità più grossolane.
- Sabbiatura: Uso di abrasivi come perle di vetro o sabbia per pulire a fondo la superficie.
3. sgrassaggio elettrolitico
- Sgrassaggio anodico: I pezzi in lavorazione vengono sospesi come anodi in una soluzione alcalina ed energizzati, rimuovendo grasso e olio attraverso la generazione di gas.
- Sgrassaggio catodico: I pezzi vengono utilizzati come catodo, il che spesso consente una pulizia più delicata.
Fasi dello sgrassaggio
1. Preparazione
- Rimuovere lo sporco grossolano e le impurità visibili mediante risciacquo o pulizia meccanica.
2. sgrassaggio chimico o meccanico
- Applicazione del metodo di sgrassatura prescelto in base ai requisiti specifici del materiale e della contaminazione. Per i pezzi contaminati da olio, è necessario scegliere solventi alternativi o metodi di sgrassaggio più efficaci dell'acetone.
3. risciacquo
- Risciacquare accuratamente i pezzi con acqua distillata o deionizzata per rimuovere tutti i residui dello sgrassatore.
4. asciugatura
- Asciugare con cura la superficie per evitare macchie d'acqua o ricontaminazioni.
Suggerimenti per un risultato ottimale
- Controllo della temperatura: molti processi di sgrassatura sono più efficaci a temperature più elevate.
- Ambiente controllato: lavorare in un ambiente pulito evita la ricontaminazione.
- Controllo della qualità: verificare regolarmente la pulizia della superficie, ad esempio con un test di caduta d'acqua o con la misurazione dell'angolo di contatto.
Seguendo questi passaggi e metodi, si garantisce che le superfici da rivestire siano preparate in modo ottimale, ottenendo un rivestimento galvanico di alta qualità e di lunga durata.
- Come si usano gli elettroliti galvanici?
-
Gli elettroliti vengono utilizzati non diluiti in quanto sono soluzioni pronte all'uso. I rispettivi parametri dell'elettrolita sono indicati sul flacone, così come l'anodo richiesto. I valori di tensione possono differire in quanto nelle soluzioni si applica la legge di Ohm. La resistenza è determinante e il flusso di corrente può aumentare o diminuire a seconda della distanza. È ancora più preciso se si lavora con la densità di corrente.
Gli elettroliti vengono anche arricchiti sciogliendo l'anodo metallico, il che aumenta la portata (tranne nel caso di anodi insolubili o di anodi di metalli estranei).
Occorre inoltre tenere presente che la corrente percorre il percorso più breve.
- Quanto si può rivestire con un elettrolita galvanico?
-
La quantità di materiale che può essere depositata con un elettrolita galvanico dipende da diversi fattori:
Fattori chiave
- Intensità della corrente e tempo di rivestimento: Secondo la legge di Faraday, la quantità di metallo depositata è direttamente proporzionale alla quantità di carica (corrente × tempo).
- Composizione dell'elettrolita: Il contenuto di ioni metallici nell'elettrolita determina per quanto tempo può essere utilizzato prima che sia necessaria una reintegrazione o rigenerazione.
- Efficienza del processo: Le velocità di deposizione variano a seconda del metallo e dell'elettrolita (ad esempio, rame e nichel hanno un'efficienza maggiore rispetto al cromo).
- Spessore dello strato: Più spesso è lo strato, maggiore sarà il consumo di materiale.
Esempio
Un litro di elettrolita di rame con 100 g/l di rame può teoricamente rivestire:
- 0,1 m² con uno spessore dello strato di 100 µm oppure
- 1 m² con uno spessore dello strato di 10 µm.
Nota importante
La superficie di rivestimento reale è spesso significativamente maggiore quando si utilizzano anodi appropriati. Con anodi solubili (ad esempio, in nichel o rame), il metallo depositato viene continuamente reintegrato, consentendo all'elettrolita di rigenerarsi durante il processo e di essere utilizzato per un periodo molto più lungo.
- Gli elettroliti sono riutilizzabili?
-
Gli elettroliti possono essere utilizzati più volte. Assicurarsi che non vengano introdotte impurità a causa di contaminazione o anodi errati. Può anche accadere che il pezzo si dissolva nell'elettrolita se la scelta non è adeguata (ad esempio, acciaio zincato in un elettrolita fortemente acido).
- Le anodi possono essere utilizzati più volte?
-
Sì, gli anodi nella galvanica possono essere utilizzati più volte. Il riutilizzo degli anodi è economicamente vantaggioso, a condizione che possano fornire efficacemente ioni metallici. Ecco alcune linee guida generali:
-
Materiale dell'Anodo: Gli anodi sono spesso realizzati con lo stesso materiale che deve essere depositato (ad esempio, nichel, rame, zinco). Questi anodi vengono consumati durante il processo di galvanica, poiché rilasciano ioni metallici nel bagno che si depositano poi sul pezzo da lavorare (catodo).
-
Usura dell'Anodo: Nel tempo, gli anodi si dissolvono parzialmente nell'elettrolita, essendo la fonte di ioni metallici per il processo di rivestimento. Il tasso di usura dipende dalla densità di corrente, dalla durata del processo di galvanica e dal tipo di elettrolita utilizzato.
-
Cura e Manutenzione: Gli anodi dovrebbero essere ispezionati regolarmente e puliti se necessario, per rimuovere strati di ossido o depositi che potrebbero compromettere l'efficienza. Una manutenzione adeguata può prolungare la vita degli anodi.
-
Tipo di Processo di Galvanica: Alcuni processi richiedono un rinnovo degli anodi più frequente rispetto ad altri. Ad esempio, gli anodi utilizzati nel nichelatura si consumano più lentamente rispetto ai processi con densità di corrente più elevate o requisiti chimici specifici.
- Sostituzione degli Anodi: Se gli anodi sono troppo consumati o se la loro prestazione diminuisce, devono essere sostituiti per garantire un rivestimento uniforme e di alta qualità.
In generale, gli anodi nella galvanica possono essere utilizzati più volte, purché siano in buone condizioni e funzionino in modo efficiente. Ispezioni e manutenzioni regolari sono essenziali per massimizzare la durata degli anodi.
-
Materiale dell'Anodo: Gli anodi sono spesso realizzati con lo stesso materiale che deve essere depositato (ad esempio, nichel, rame, zinco). Questi anodi vengono consumati durante il processo di galvanica, poiché rilasciano ioni metallici nel bagno che si depositano poi sul pezzo da lavorare (catodo).
- È possibile utilizzare altri metalli come anodi?
-
Nella galvanica è fondamentale utilizzare solo anodi adatti al rispettivo processo. Altri materiali anodici non sono ammessi perché possono dissolversi nell'elettrolita e contaminarlo. Questa contaminazione porta a un rivestimento scadente e può compromettere in modo significativo l'intero processo di galvanizzazione. È quindi importante utilizzare gli anodi specificati per garantire la qualità e la purezza del rivestimento galvanico.
- È possibile rivestire piccoli oggetti con un trasformatore di grandi dimensioni?
-
Sì, è possibile rivestire oggetti piccoli con un alimentatore di grandi dimensioni, ma è importante regolare attentamente la corrente. Un alimentatore potente può erogare più corrente di quella necessaria per gli oggetti piccoli, il che può portare a un rivestimento eccessivo, a strati non uniformi o addirittura a danni al pezzo.
Si consiglia di regolare la corrente in base alla densità di corrente richiesta (corrente per area) per il materiale e la soluzione specifici, per ottenere un rivestimento controllato e uniforme. Un buon alimentatore dovrebbe offrire la possibilità di una regolazione fine della tensione e della corrente, in modo da poter rivestire in modo sicuro e preciso anche oggetti di piccole dimensioni.
- Posso usare una batteria invece di un alimentatore regolabile?
-
Usare una batteria per la galvanotecnica: perché te lo sconsigliamo
Sebbene sia teoricamente possibile utilizzare una batteria al posto di un alimentatore regolabile per la galvanica, lo sconsigliamo vivamente. Il motivo è l'impossibilità di regolare con precisione la tensione e la corrente, che è essenziale per la buona riuscita della galvanizzazione.
I motivi per cui una batteria non è adatta:
- Nessun controllo della tensione: le batterie forniscono una tensione fissa (ad esempio 1,5 V per una batteria AA o 12 V per una batteria per auto). Poiché la galvanoplastica richiede spesso la regolazione della tensione per controllare la qualità della placcatura, la tensione fissa di una batteria porta spesso a risultati non ottimali. Questo può portare a strati non uniformi, sviluppo incontrollato di gas (come la formazione di bolle) e altri effetti indesiderati.
- Corrente incontrollata: la corrente dipende dalla tensione della batteria e dalla resistenza del bagno elettrolitico. Senza la possibilità di regolare con precisione la corrente, il flusso di corrente può essere troppo alto, con il rischio di danneggiare il rivestimento, o troppo basso, rendendo il processo inefficiente.
- Diminuzione della potenza: nel corso dell'utilizzo, la potenza della batteria diminuisce, con conseguente diminuzione della tensione. Questo influisce direttamente sulla qualità e sull'uniformità del rivestimento e può rendere il processo imprevedibile.
- Rischio di un rivestimento non corretto: A causa della mancanza di controllo, il rischio di rivestimenti non corretti o addirittura di danni al pezzo in lavorazione aumenta notevolmente. Questo può comportare inutili perdite di materiale e costi aggiuntivi.
Conclusioni:
Per ottenere risultati galvanici di alta qualità e costanti, è fondamentale poter controllare con precisione la tensione e la corrente. Una batteria che non offre alcuna opzione di controllo non può soddisfare questi requisiti e spesso porta a risultati insoddisfacenti. Pertanto, per ottenere risultati ottimali, ti consigliamo di utilizzare un alimentatore controllabile sviluppato appositamente per le esigenze della galvanotecnica.
- Si possono mescolare diversi elettroliti?
-
Gli elettroliti non devono essere miscelati, poiché sono chimicamente ed elettrochimicamente incompatibili. In particolare, gli elettroliti alcalini e acidi non devono essere combinati, poiché i loro diversi livelli di pH possono causare reazioni indesiderate, come la precipitazione di metalli o altre sostanze. Questo rende l'elettrolita inutilizzabile e può portare a rivestimenti difettosi o irregolari.
Non è inoltre possibile mescolare diversi elettroliti metallici. Ad esempio, gli elettroliti di rame e zinco non possono semplicemente essere combinati per ottenere un deposito di ottone. Gli ioni metallici si comportano in modo diverso nella soluzione, impedendo la formazione di una lega uniforme.
Inoltre, gli additivi presenti negli elettroliti sono formulati appositamente per un determinato pH e tipo di elettrolita. Miscelarli ne compromette l’efficacia, facendo perdere all’elettrolita le sue proprietà originali.
- Come si riconosce che l'elettrolita è esaurito?
-
L’esaurimento si manifesta spesso con un deposito più lento o con un cambiamento di colore dello strato metallico depositato. Può anche sbiadire la colorazione originale dell’elettrolita o diminuire la brillantezza del rivestimento.
Per mantenere costante il contenuto di metallo, è sempre necessario utilizzare un anodo metallico adatto. Questo si dissolve lentamente durante il processo e arricchisce l’elettrolita con gli ioni metallici necessari. Con il tempo, tuttavia, si verificano contaminazioni (ioni estranei, residui organici, polimerizzazione) e i brillantanti (se presenti) vengono consumati.
Per questo scopo offriamo additivi lucidanti che reintegrano specificamente i brillantanti mancanti e altri additivi.
Negli elettroliti con anodi insolubili (ad es. oro) non avviene un reintegro automatico del metallo.
L’elettrolita di cromo può essere rigenerato solo con grande impegno. Tuttavia, poiché il cromo viene solitamente applicato solo come sottile strato di finitura sul nichel, questo ha un’importanza minore.
- Smaltimento delle soluzioni
-
Le soluzioni usate possono essere smaltite in un punto di raccolta delle sostanze inquinanti. In genere, piccole quantità possono essere diluite e smaltite con le acque reflue.
Tuttavia, è bene informarsi sulle condizioni locali.
- Dove posso trovare la scheda di sicurezza?
-
Lo trovate nella pagina dell'articolo nella scheda "Documenti", dove potete scaricarlo/aprirlo direttamente.
- La plastica può essere galvanizzata?
-
Sì, le parti in plastica possono essere rivestite tramite galvanizzazione. In origine, la superficie della plastica veniva incisa con acido cromico e poi attivata con palladio. Tuttavia, poiché queste sostanze sono molto tossiche e dannose per l'ambiente, viene sempre più utilizzato un metodo più ecologico: una lacca conduttiva. La lacca conduttiva rende la plastica elettricamente conduttiva senza l'uso di sostanze chimiche nocive. Questo processo è quindi significativamente più sicuro e sostenibile.
Processo di galvanizzazione delle plastiche con lacca conduttiva:
- Preparazione della superficie: La plastica viene pulita accuratamente per rimuovere grasso, polvere e altre impurità che potrebbero compromettere l'adesione.
- Applicazione della lacca conduttiva: Si applica uniformemente sulla superficie della plastica una speciale lacca conduttiva contenente particelle metalliche (ad esempio particelle di rame o argento). Questa lacca garantisce che la superficie diventi conduttiva e funge da base per il processo di galvanizzazione.
- Rivestimento iniziale (ad es. rame acido): La superficie trattata con la lacca conduttiva viene rivestita tramite un bagno di rame acido per garantire una conduttività stabile e continua.
- Galvanizzazione finale: Successivamente, la plastica può essere rivestita con il metallo desiderato (ad esempio nichel, seguito da cromo o oro). Lo spessore dello strato e il metallo utilizzato vengono adattati alle specifiche esigenze estetiche e funzionali.
Vantaggi del processo con lacca conduttiva:
- Più ecologico: Senza l’uso di acido cromico o palladio, questo metodo riduce significativamente l'impatto ambientale e i rischi per la salute.
- Applicazione flessibile: La lacca conduttiva può essere applicata su diversi tipi di plastica, consentendo un rivestimento uniforme.
- Efficiente: Il passaggio diretto dalla lacca conduttiva alla galvanizzazione consente un processo rapido ed economico.
Aree di applicazione:
- Industria automobilistica: Parti in plastica cromate, come modanature ed emblemi, realizzate senza prodotti chimici nocivi.
- Beni di consumo ed elettronica: Abbellimento e funzionalizzazione di custodie in plastica ed elementi decorativi.
L'uso di lacche conduttive come alternativa all'acido cromico e al palladio rappresenta una soluzione sostenibile e innovativa per molte applicazioni nella galvanizzazione delle plastiche.
- Galvanizzazione dell'acciaio inossidabile
-
L'acciaio inossidabile può essere rivestito galvanicamente, ma richiede un pretrattamento specifico. Lo strato di ossido passivo presente sull'acciaio inossidabile impedisce l'adesione dei rivestimenti metallici. Il metodo più efficace per ottenere un rivestimento di successo è l'uso del Nichel-Strike come strato di attivazione.
Guida passo dopo passo
1. Pulizia della superficie
- Rimuovere grasso, olio o contaminanti con un detergente adeguato.
- Sciacquare accuratamente con acqua deionizzata.
2. Nickel-Strike come promotore di adesione
- Uno strato sottile di nichel viene depositato elettroliticamente.
- Questo crea una superficie attiva e impedisce il distacco del rivestimento.
- Dopo il Nichel-Strike, il pezzo deve essere immediatamente trasferito al successivo bagno di galvanizzazione senza risciacquo.
3. Applicazione del rivestimento principale
Dopo il Nichel-Strike, è possibile depositare lo strato metallico desiderato:
- Nichel per rivestimenti decorativi o resistenti alla corrosione.
- Rame come strato intermedio per ulteriori rivestimenti.
- Cromo per superfici brillanti e resistenti all'usura (è consigliato uno strato di nichel denso).
- Zinco o zinco-nichel per la protezione dalla corrosione.
Perché il Nichel-Strike è necessario?
- L'acciaio inossidabile ha uno strato passivo di ossido di cromo che impedisce la deposizione diretta del metallo.
- Il Nichel-Strike rimuove questo strato e garantisce una superficie adatta all'adesione.
- Senza Nichel-Strike, il rivestimento galvanico spesso non aderisce in modo permanente all'acciaio inossidabile.
- Come si riveste l'alluminio?
-
Non appena l'alluminio non rivestito entra in contatto con l'ossigeno, inizia un processo di ossidazione. Tuttavia, questo processo ostacola il rivestimento. Pertanto, i pezzi in alluminio richiedono sempre un pretrattamento con un attivatore di alluminio. Questo rimuove lo strato di ossido e crea uno strato di zinco sulla superficie del materiale nello stesso processo. In questo modo, l'attivatore impedisce il contatto con l'ossigeno e protegge da una nuova ossidazione. Per evitare in modo affidabile la formazione di bolle sotto il rivestimento, offriamo ai nostri clienti un attivatore di alluminio a bassa viscosità.
Tuttavia, lo zinco non è resistente agli acidi. Pertanto, nella fase successiva, si applica uno strato di rame alcalino/basico e poi uno strato di elettrolita di rame acido. In questo modo si crea una base stabile per gli strati successivi.
A seconda della lega di alluminio, può essere necessario mordenzare la superficie nella prima fase prima di applicare lo strato di zinco con l'attivatore di alluminio. Lo strato di zinco applicato viene nuovamente mordenzato e il trattamento con l'attivatore viene ripetuto una seconda volta. Questo avviene perché lo strato di zincato diventa relativamente ruvido e i pori si chiudono meglio. Purtroppo il processo di zincatura può essere considerato complicato.
Per cromare o dorare l'alluminio è quindi necessaria la seguente sequenza:
- Conditioner per la mordenzatura
- Attivatore per alluminio per creare lo strato di zincato
- Elettrolita di rame alcalino per ottenere uno strato di rame che protegga dagli acidi
- Elettrolita di rame lucido (acido)
- Elettrolita di nichel (Free-Nichel), come strato barriera di diffusione
- Elettrolita di cromo o oro come strato finale
- Attivatore per alluminio per rivestimenti galvanici
-
Principio di funzionamento
Lo zincate forma sull’alluminio un sottile film di scambio di zinco aderente, che impedisce l’immediata riformazione dell’ossido di Al e rende la superficie conduttiva/attiva per i successivi strati elettrolitici (ad es., rame alcalino).
Principio di base (chimica)
In soluzione fortemente alcalina (NaOH/KOH), la matrice di Al prossima alla superficie si dissolve in alluminato; contemporaneamente si deposita zinco elementare da Zn complessato (ad es., Zn(OH)42−) sulla superficie → strato di scambio.
Catena di processo standard (galvanico)
- Sgrassare (alcalino), risciacquare a fondo.
- Incisione alcalina (breve), risciacquare.
- Deossidare/desmut (ad es., con condizionatore o nitrico), risciacquare.
- Zincate (tip. 30–90 s; mantenere breve per evitare un film fragile).
- Doppio zincate per leghe difficili: decapare/attivare → zincate di nuovo. (Il primo film spesso non aderisce e si può asportare.)
- Breve bagno di attivazione (lievemente acido), trasferire bagnato su bagnato alla galvanica senza asciugare.
-
Strike elettrolitico a bassa densità di corrente:
- Strike rame cianurato (classico, molto affidabile; tossico/critico per l’ambiente) oppure
- Rame alcalino
- Poi strati principali: ad es., rame brillante di costruzione, nichel/cromo decorativo, ecc.
Dipendenze dalla lega
- Getti Al-Si (alto Si), Al-Mg, leghe di Al ad alta resistenza: quasi sempre doppio zincate; eventualmente deossidazione più lunga.
- Superfici appena colate/sabblate: attivare accuratamente pori e isole di silicio; regolare i tempi di incisione/deossidazione.
Difetti tipici & rimedi
- Distacchi/bolle: zincate troppo spesso/invecchiato, ossidi/sporco, lunghi tempi di sosta/asciugatura → tempi di zincate più brevi, bagni freschi, rapido trasferimento bagnato-su-bagnato (≤ 1–2 min).
- Grigio scuro: zincate esaurito, attivazione insufficiente → rinnovare lo zincate, ottimizzare l’attivazione.
- Rugosità/attacchi ai bordi: chimica di incisione troppo aggressiva/prolunga → correggere tempi/ricette.
Gestione del bagno (zincate)
- Fortemente alcalino, contiene complessi di Zn; il carico di alluminato cresce nel tempo → l’attività diminuisce.
- Misure: filtrazione, rinnovi parziali/aggiunte, tempi di contatto brevi, temperatura/alcalinità stabili.
Sicurezza/Ambiente
Lo zincate è corrosivo → usare DPI (guanti, occhiali, grembiule), evitare schizzi. Mantenere i risciacqui alcalini/puliti; trattare correttamente gli effluenti contenenti Zn/Al. Gli strike cianurati richiedono rigide misure di sicurezza e trattamento reflui.
- Come si può rivestire la stampa 3D utilizzando la galvanotecnica?
-
La galvanizzazione degli oggetti stampati in 3D è un processo a più fasi che richiede attrezzature e materiali specializzati. Ecco i passaggi fondamentali per la galvanizzazione di un oggetto stampato in 3D:
1. preparazione dell'oggetto stampato in 3D
- Pulizia: Pulire accuratamente l'oggetto per rimuovere polvere, olio o altri contaminanti. Si può utilizzare l'alcol isopropilico o un altro detergente adatto.
- Levigatura: Se necessario, lisciare la superficie dell'oggetto stampato in 3D per garantire un rivestimento uniforme. Ciò può essere ottenuto mediante levigatura o levigatura chimica.
2. applicazione dello strato conduttivo
- Vernice conduttiva spray: applicare una vernice o un inchiostro conduttivo sull'oggetto. Spesso questa vernice contiene rame, argento o grafite per rendere la superficie conduttiva.
- Materiali di rivestimento conduttivi: in alternativa, è possibile immergere l'oggetto in una soluzione conduttiva o spruzzarlo con un rivestimento conduttivo.
3. preparazione alla galvanoplastica
- Applicare l'anodo e il catodo: Applicare l'oggetto stampato in 3D come catodo nel bagno galvanico. L'anodo è solitamente costituito dal metallo che si desidera applicare all'oggetto (ad es. rame, nichel). Osservare i dati relativi alla soluzione.
- Soluzione elettrolitica: accertarsi di utilizzare la soluzione elettrolitica corretta per il metallo da placcare. Ogni rivestimento metallico richiede una soluzione specifica.
4. processo di galvanizzazione
- Sorgente di corrente: collegare l'anodo e il catodo a una sorgente di corrente continua. Il flusso di corrente consente il trasferimento degli ioni metallici dall'anodo all'oggetto.
- Impostazione dei parametri: Impostare i parametri corretti (corrente/tensione) per ottenere un rivestimento uniforme.
5. post-elaborazione
- Pulizia: Rimuovere l'oggetto dal bagno galvanico e sciacquare accuratamente con acqua per rimuovere tutti i residui della soluzione elettrolitica.
- Lucidatura e sigillatura: Lucidare la superficie placcata per ottenere la lucentezza desiderata e sigillare con una lacca trasparente o un altro rivestimento protettivo, se necessario.
Materiali e attrezzature
- Vernice conduttiva
- Bagno galvanico e soluzione elettrolitica
- Anodo adatto all'elettrolita
- Sorgente di corrente continua
- Detergente e strumenti di lucidatura
Istruzioni di sicurezza
- Equipaggiamento protettivo: Indossare un equipaggiamento protettivo adeguato, compresi guanti, occhiali e protezione delle vie respiratorie per proteggersi.
- Ventilazione: assicurarsi che l'area di lavoro sia ben ventilata per ridurre al minimo i vapori dei prodotti chimici utilizzati.
La galvanoplastica può migliorare notevolmente le proprietà meccaniche ed estetiche degli oggetti stampati in 3D. Seguendo attentamente questi passaggi, è possibile produrre parti stampate in 3D con rivestimento metallico di alta qualità.
- Come si può rivestire il cromo?
-
Una superficie cromata non offre un'adesione sufficiente per i nuovi rivestimenti. Lo strato di cromo esistente deve quindi essere rimosso. Per questo processo, è necessario utilizzare soluzioni di rimozione del cromo appositamente sviluppate. Queste soluzioni di rimozione sono particolarmente sicure da usare. Ad esempio, speciali additivi impediscono la formazione di cromo esavalente altamente tossico.
Sotto il vecchio strato di cromo è solitamente presente uno strato di nichel. Questo deve essere riattivato con un attivatore appositamente sviluppato per il nuovo rivestimento. Per evitare la formazione di un nuovo strato di ossido, il pezzo viene rivestito immediatamente dopo la riattivazione dello strato di nichel.
In alternativa, esiste anche un rivestimento aureo che può essere applicato direttamente sul cromo. Questi si basano sul fatto che lo strato di ossido viene ridotto durante il processo e contemporaneamente viene depositato l'oro.
- Perché non un anodo di cromo? E perché è consentito un anodo in alluminio?
-
Cromatura Trivalente: Scelta degli Anodi
Negli elettroliti di cromo trivalente, le condizioni chimiche ed elettrochimiche differiscono da quelle dei bagni classici di cromo esavalente. Di conseguenza, gli anodi devono essere scelti in modo da non alterare la composizione del bagno e da non generare sostanze dannose per la salute.
Perché non un anodo di cromo in elettroliti di cromo trivalente?
-
Comportamento di dissoluzione del cromo
Nei bagni di cromo trivalente, il cromo è già presente allo stato di ossidazione +III, che è relativamente stabile. Tuttavia, un anodo di cromo può portare a un’ossidazione incontrollata a cromo(VI):-
Cromo(VI) (cromo esavalente) è altamente tossico e cancerogeno. Anche quantità molto piccole nel bagno rappresentano quindi un grave rischio per la salute e per l’ambiente.
-
Cromo(VI) (cromo esavalente) è altamente tossico e cancerogeno. Anche quantità molto piccole nel bagno rappresentano quindi un grave rischio per la salute e per l’ambiente.
-
Stabilità del bagno
I bagni di cromo trivalente sono intenzionalmente formulati per contenere pochissimo Cr(VI) o per non contenerne affatto. Un anodo di cromo perturberebbe quest’equilibrio, poiché durante l’ossidazione elettrochimica può formarsi Cr(VI). Ciò compromette la qualità del deposito e comporta rischi considerevoli.
-
Pratica: anodi inerti o speciali
- Anodi in platino o iridio sono ottimi anodi inerti, in quanto estremamente resistenti all’elettrolita e praticamente non rilasciano materiale. Tuttavia, sono costosi.
- Anodi in grafite vengono utilizzati spesso, ma a volte possono rilasciare fini particelle di grafite nel bagno (erosione/usura). Queste si depositano sulla superficie del pezzo, provocando depositi scuri.
Perché è consentito un anodo in alluminio?
-
Pellicola di ossido protettiva (passivazione)
Sulla superficie dell’alluminio si forma uno strato denso di ossido di alluminio (Al₂O₃). Questo strato passiva il metallo e riduce significativamente la dissoluzione degli ioni di alluminio nel bagno.
-
Limitato disturbo della chimica del bagno
Alle normali condizioni di tensione e pH dei bagni di cromo trivalente, l’alluminio rimane per lo più passivo. Pertanto, soltanto quantità relativamente esigue di ioni Al³⁺ entrano nell’elettrolita, con un impatto minimo sulla composizione o sul pH del bagno.
-
L’alluminio si dissolve ma non si deposita
Sebbene una certa quantità di alluminio effettivamente passi nel bagno sotto forma di Al³⁺, praticamente non si deposita come strato metallico in soluzione acquosa.- Dal punto di vista termodinamico, è molto difficile depositare alluminio da soluzioni acquose, poiché l’acqua viene ridotta più facilmente (generazione di idrogeno).
- Di conseguenza, non si forma alcun indesiderato strato di alluminio sui pezzi.
-
Disponibilità e costi
L’alluminio è economico, facile da lavorare e—a condizione che la passivazione funzioni in modo affidabile—rappresenta un anodo pratico per i bagni di cromo trivalente.
Conclusione
- Un anodo di cromo in un bagno di cromo trivalente porterebbe alla formazione indesiderata di Cr(VI), estremamente dannoso per la salute.
- Anodi in alluminio sono consentiti grazie al loro strato di ossido protettivo, che contamina appena l’elettrolita e non genera sottoprodotti tossici.
- Anodi in platino e iridio sono considerati anodi inerti molto durevoli, ma risultano costosi.
- Anodi in grafite sono relativamente economici, ma possono rilasciare particelle di grafite a causa dell’usura, provocando depositi scuri.
-
Comportamento di dissoluzione del cromo
- Cromatura galvanica - DIY deluxe: passo dopo passo per una finitura cromata perfetta!
-
La galvanica è un metodo affidabile per ottenere finiture cromate uniche. Con questa guida fai-da-te, vi offriamo una semplice guida passo-passo per aiutarvi a ottenere un look cromato perfetto. Approfittate della nostra esperienza e ottenete un risultato convincente!La cromatura può essere applicata a metalli quali: acciaio, acciaio inox, bronzo, ferro, ottone, rame e zinco pressofuso. La superficie cromata viene applicata su uno spesso sottofondo di nichel. Si tratta di una finitura duratura e robusta, meno soggetta a usura e graffi.
1. Introduzione alla cromatura galvanica
Se siete interessati alla cromatura galvanica, siete nel posto giusto! La cromatura galvanica è un processo in cui un sottile strato di cromo viene applicato a un metallo. Questo processo è particolarmente apprezzato per la sua durata e resistenza. Inoltre, la finitura cromata ha un aspetto semplicemente fantastico e conferisce a ogni pezzo quel certo non so che. Ma come funziona la cromatura galvanica? Innanzitutto, il pezzo da lavorare viene immerso in un bagno di elettrolita al cromo e attraversato da una corrente. Questo trasferisce il cromo dall'elettrolita al pezzo e forma uno strato di cromo. Tuttavia, per ottenere un risultato perfetto, è necessario seguire alcuni importanti consigli e accorgimenti. Ad esempio, è essenziale una pulizia accurata del pezzo prima della cromatura. Anche la scelta del giusto amperaggio e la durata della cromatura giocano un ruolo decisivo. Con queste informazioni di base sarete ben preparati a trasformare il vostro pezzo in un brillante highlight.
2. Gli strumenti e i materiali più importanti
Per ottenere una finitura cromata perfetta, sono necessari gli strumenti e i materiali giusti. Ecco le cose più importanti di cui avete bisogno: innanzitutto avete bisogno di un sistema di galvanizzazione, che consiste in una fonte di alimentazione, l'elettrolita di cromo e l'anodo. È inoltre necessaria una superficie adatta per la cromatura. Deve essere pulita e priva di ruggine, sporco e grasso. A tale scopo, è possibile utilizzare carta vetrata, lana d'acciaio o una spazzola metallica. Inoltre, avrete bisogno di occhiali di sicurezza, guanti e una maschera di respirazione per proteggervi dai fumi chimici. Con questi strumenti e materiali, siete pronti a creare la vostra finitura cromata.
3. Preparazione della superficie per la finitura cromata
Prima di iniziare la cromatura vera e propria, è fondamentale preparare accuratamente la superficie. Solo su una superficie pulita e liscia la finitura cromata può aderire perfettamente e sviluppare tutto il suo effetto. Innanzitutto, è necessario pulire a fondo la superficie da cromare e rimuovere polvere, sporco e grasso. A tale scopo è preferibile utilizzare un detergente speciale per metalli o un detersivo delicato. Poi bisogna lavorare sulla superficie con carta vetrata fine o con una spazzola metallica per rimuovere le irregolarità e i depositi di ruggine. Fate attenzione a non rimuovere troppo materiale e a non danneggiare la superficie. Infine, è necessario pulire accuratamente la superficie e lasciarla asciugare prima di iniziare la cromatura vera e propria. Preparando con cura la superficie, si gettano le basi per una perfetta finitura cromata e si può presto godere di un risultato brillante.
4. Applicazione della cromatura galvanica
Quando si parla di cromatura, la galvanica è una delle opzioni migliori. È relativamente facile da realizzare e dà un risultato perfetto. Tuttavia, l'applicazione della cromatura galvanica richiede alcuni passaggi importanti per garantire che la finitura cromata sia uniforme e duratura. Innanzitutto, la superficie dell'oggetto deve essere pulita a fondo per garantire che non vi siano particelle di sporco o residui di grasso che potrebbero compromettere la finitura cromata. Quindi l'oggetto deve essere immerso in un bagno di una speciale soluzione cromata per creare uno strato di cromo sulla superficie. È importante che l'oggetto sia costantemente mosso durante tutto il processo per garantire che lo strato sia applicato in modo uniforme. Una volta applicato lo strato di cromo, l'oggetto deve essere accuratamente risciacquato e asciugato per ottenere una finitura cromata perfetta. Seguendo attentamente questi passaggi, sarete in grado di dare a qualsiasi oggetto una perfetta finitura cromata e di farlo sembrare uscito direttamente da un'officina professionale.
5. Finitura della superficie per ottenere una finitura perfetta
Dopo aver completato con successo il processo di cromatura, è importante preparare con cura la superficie per ottenere una finitura perfetta. Innanzitutto, è necessario rimuovere dalla superficie eventuali impurità, come impronte digitali o particelle di polvere. A tale scopo si può utilizzare un panno morbido o un panno in microfibra. Quindi è necessario lucidare la superficie con un detergente speciale per cromature. Questo non solo rimuove eventuali residui, ma protegge anche la superficie dalla corrosione e dall'ossidazione. Infine, si può trattare la superficie con una cera o un sigillante per proteggerla da graffi e danni. Con questa finitura, è possibile ottenere una finitura cromata perfetta che durerà a lungo e darà al vostro lavoro il tocco finale.
6. Suggerimenti e trucchi per un risultato professionale
Per ottenere un risultato professionale nella galvanizzazione, ci sono alcuni consigli e trucchi da seguire. Innanzitutto, è importante seguire esattamente tutti i passaggi e non prendere scorciatoie. Anche l'attrezzatura giusta è fondamentale per ottenere una finitura cromata perfetta. Assicuratevi di utilizzare materiali di alta qualità e di investire in una buona fonte di energia. Anche una pulizia accurata dell'oggetto da cromare è essenziale per garantire un rivestimento uniforme. È inoltre necessario assicurarsi che la superficie dell'oggetto sia priva di graffi e imperfezioni. Una buona preparazione e un lavoro accurato sono quindi la chiave di volta per ottenere un risultato professionale nella galvanizzazione.
7. Conclusione: fai da te deluxe - con il giusto know-how per una finitura cromata perfetta
E voilà, il risultato è impressionante: Il vostro pezzo autocromato risplende di un nuovo splendore ed è pronto per l'uso. Con il giusto know-how e un po' di pazienza, la cromatura non è un problema, nemmeno per gli hobbisti. È importante seguire le istruzioni di sicurezza ed eseguire con attenzione le singole fasi. Con l'attrezzatura giusta e alcuni trucchi del mestiere, potrete dare ai vostri progetti fai-da-te una finitura nobile e di alta qualità. Quindi, cosa state aspettando? Provate e date al vostro lavoro un look cromato perfetto!
- Elettrolita di rame alcalino/basico - Campi di applicazione
-
Se si devono ramare materiali sensibili al ferro o agli acidi come piombo, zinco, rame o acciaio, si raccomanda l'uso di un "elettrolita di rame alcalino" per la preparazione. Ad esempio, lo zinco si scioglierebbe in un elettrolita acido senza un pre-trattamento con l'"elettrolita di rame alcalino". Per evitare che ciò accada, l'elettrolita alcalino, adatto ai materiali, fornisce ai materiali sensibili agli acidi uno strato iniziale di rame e li prepara per il rivestimento finale con "elettrolita di rame brillante acido".
Un altro effetto positivo è rappresentato dalle eccellenti proprietà di adesione dello strato creato dall'"elettrolita di rame alcalino" e dalla migliore protezione dalla corrosione. L'elettrolita di rame alcalino del Dr. Galva è caratterizzato da un deposito a grana particolarmente fine ed è duttile.
- Cosa distingue un elettrolita di rame alcalino da uno acido?
-
Nella galvanizzazione, esistono due tipi principali di elettroliti di rame: alcalini e acidi. Si differenziano per la composizione, il valore del pH e le proprietà degli strati di rame depositati.
Differenze tra gli elettroliti di rame alcalini e acidi:
Valore del pH:
- Elettrolita di rame alcalino: Ha un pH alto (basico), spesso a base di sali come cianuro di rame o solfato di rame, con agenti complessanti aggiunti per la stabilizzazione.
- Elettrolita di rame acido: Ha un pH basso (acido) ed è generalmente a base di solfato di rame e acido solforico.
Proprietà di deposizione:
- Elettrolita di rame alcalino: È adatto per il rivestimento di materiali sensibili agli acidi come lo zinco o il ferro. Offre una buona aderenza su questi materiali e crea uno strato spesso più duttile, cioè che può essere deformato senza rompersi.
- Elettrolita di rame acido: È adatto per strati lisci e decorativi con una superficie lucida. Viene spesso utilizzato per grandi parti metalliche semplici e offre una deposizione più rapida e una struttura cristallina più fine.
Uso e applicazione:
- Elettrolita di rame alcalino: È comunemente utilizzato per pezzi con forme complesse e per una deposizione uniforme su vari substrati, specialmente quando sono importanti una buona aderenza e duttilità. Viene spesso utilizzato nell'elettronica, nei circuiti stampati e per la ramatura del ferro.
- Elettrolita di rame acido: Ideale per applicazioni in cui è richiesta una superficie lucida e decorativa, viene spesso utilizzato per rivestimenti decorativi su metalli, ad esempio nell'industria della gioielleria o come base per superfici cromate.
- Voglio ramare l'acciaio; devo scegliere acido o alcalino?
-
Per la ramatura di parti in acciaio, si dovrebbe scegliere l'elettrolita di rame alcalino. Utilizzando un elettrolita di rame acido, può verificarsi una deposizione senza corrente di rame sull'acciaio. Questa reazione chimica incontrollata porta a uno strato di rame a grana grossa con scarsa adesione, compromettendo la qualità del rivestimento.
L'elettrolita alcalino permette una deposizione elettrolitica controllata del rame, risultando in uno strato uniforme e saldamente aderente. Tuttavia, gli elettroliti alcalini purtroppo non depositano uno strato lucido, quindi spesso si esegue successivamente una ramatura aggiuntiva con un elettrolita di rame acido brillante per ottenere una superficie decorativa e lucida. Pertanto, è comune utilizzare prima l'elettrolita di rame alcalino sui componenti in acciaio per una buona adesione e poi un elettrolita di rame acido per la finitura brillante.
- Perché un elettrolita di rame acido è adatto al ferro solo in misura limitata?
-
Il rame può depositarsi sul ferro senza corrente a causa del potenziale elettrochimico, poiché il rame è più nobile del ferro. Durante questa deposizione senza corrente, il ferro si ossida nella soluzione acida, riducendo gli ioni di rame e depositandoli sulla superficie del ferro.
Tuttavia, questa deposizione senza corrente porta a una scarsa adesione del rame, poiché si formano cristalli di rame a grana grossa, indebolendo il legame tra rame e ferro.
Per attenuare questi problemi, il pezzo può essere immerso nella soluzione sotto tensione, provocando una deposizione elettrolitica del rame. La tensione applicata consente una deposizione controllata, migliorando così l'adesione del rame. In questo modo, i problemi della deposizione senza corrente possono essere in gran parte evitati.
Per evitare questo problema, si può applicare uno strato sottile di elettrolita alcalino di rame.
- Qual è la procedura per la ramatura alcalina seguita da ramatura brillante?
-
1. Preparazione del pezzo
- Sgrassaggio: Chimico o elettrolitico, fino a quando la superficie è completamente priva di grasso.
- Decapaggio: Condizionatore per rimuovere ossidi.
- Risciacquo: Risciacquare accuratamente con acqua deionizzata o di rubinetto, per evitare che residui acidi entrino nel bagno di rame.
2. Deposizione in bagno di rame alcalino
- Scopo: Sottile strato di adesione sul materiale di base non nobile.
- Condizioni:
Spessore dello strato solo 1-3 µm (non più spesso, altrimenti aumenta il rischio di distacco). - Mantenere densità di corrente uniforme, meglio iniziare un po’ più basso.
- Condizioni:
- Risciacquo: Risciacquare accuratamente subito dopo il processo.
3. Deposizione in bagno di rame acido brillante
- Transizione: Dopo il risciacquo, trasferire il pezzo nel bagno di rame brillante.
- Alimentazione di corrente:
- Iniziare prima con bassa densità di corrente affinché lo strato si depositi fine e ben aderente.
- Poi aumentare lentamente fino alla densità di lavoro normale.
- Spessore dello strato: Può essere aumentato a piacere, a seconda delle esigenze decorative o funzionali.
Errori:
Strato di rame alcalino troppo spesso: Lo scopo è solo formare un sottile strato barriera aderente. Uno strato troppo spesso può creare tensioni e staccarsi successivamente.
Parametri del bagno errati: Densità di corrente o tensione troppo elevate all’inizio nel rame brillante - la superficie non ancora perfettamente conduttiva presenta „bruciature“ o una struttura cristallina disturbata che si stacca.
- Cosa fa Nichel-Strike?
-
Il nickel strike è uno strato intermedio di adesione al nichel, molto sottile e fortemente acido. Attiva le superfici passive o difficili da rivestire, garantendo una adesione molto migliore degli strati successivi.
A cosa serve?
- Acciaio inossidabile (V2A/V4A, acciai altamente legati): rimuove/passiva lo strato di ossido di cromo e rende la superficie “attiva”.
- Pezzi già nichelati / vecchio nichel: riattiva superfici di nichel vecchie o ossidate.
- Dopo la de-cromatura: attiva il nichel sottostante per il successivo rivestimento.
Non adatto / meglio: Alluminio → attivatore di alluminio (zincato); zinco/zamak → prima rame alcalino; acciaio dolce → di solito basta un condizionatore.
Come funziona?
- Elettrolita di nichel fortemente acido e contenente cloruro, usato brevemente a densità di corrente relativamente alta.
- Attacca gli ossidi e genera uno strato di seme di nichel molto sottile e ruvido (tipicamente decimi di µm).
- Questo strato seme fornisce un’ottima adesione per il nichel principale, eventualmente rame – e quindi anche per il cromo (il cromo solo su nichel).
Consigli pratici
- Sequenza: sgrassare accuratamente → risciacquare → nickel strike → subito bagnato su bagnato nel nichel principale.
- Mantenere breve: un tempo eccessivo può rendere lo strato fragile / favorire infiltrazioni.
- Manutenzione del bagno: mantenere la soluzione pulita/fresca; densità di corrente troppo bassa = attivazione insufficiente.
Promemoria: Il cromo sempre solo sul nichel – il nickel strike rende le superfici difficili “adatte al nichel”.
- Come si ricopre il nichel appannato?
-
Il nichel appannato è stato esposto a lungo all'ossigeno. Ciò provoca la formazione di ossidi, che possono essere rimossi con il nostro Nichel-Strike e, allo stesso tempo, la formazione di uno strato stabile di nichel. Si può quindi applicare il rivestimento desiderato.
Il pretrattamento con Nichel-Strike non è necessario se lo strato di nichel è stato applicato immediatamente prima del rivestimento successivo. Un nuovo strato di nichel deve essere ulteriormente rivestito entro un'ora, poiché lo strato di ossido si forma lentamente.
- Cosa significa Free-Nichel? È privo di nichel?
-
No, l'elettrolita di nichel Free-Nickel non è privo di nichel. Il nome “Free-Nichel” si riferisce al fatto che questo elettrolita può essere venduto liberamente in quanto soddisfa i requisiti legali per la vendita ai privati. Molti elettroliti di nichel convenzionali sono soggetti a severe restrizioni nell'UE e non possono essere venduti per corrispondenza.
Il nostro elettrolita di nichel Free-Nickel, invece, è stato appositamente sviluppato per soddisfare questi requisiti e può quindi essere acquistato online senza restrizioni. Si noti che si tratta pur sempre di un elettrolita di nichel che deposita nichel e quindi contiene nichel.
- Come nichelare: Un semplice tutorial fai da te
-
La nichelatura elettrolitica è un modo semplice ed economico per proteggere le parti metalliche in modo rapido ed efficace. Nel nostro tutorial fai-da-te imparerete tutto quello che c'è da sapere per nichelare da soli le vostre parti metalliche. Imparate a proteggere e a prestare i vostri progetti in modo rapido ed efficace! Non c'è niente di meglio della soddisfazione di aver completato con successo il proprio progetto. Allora, cosa state aspettando? Partiamo!1. Perché la galvanoplastica?
Se vi state chiedendo perché la galvanoplastica sia una buona opzione, ci sono alcuni motivi. In primo luogo, il processo offre un'elevata resistenza alla corrosione, il che significa che l'oggetto nichelato durerà più a lungo e sarà meno soggetto a ruggine e danni simili. Inoltre, il processo conferisce all'oggetto una superficie lucida e uniforme che non solo è esteticamente gradevole, ma offre anche una migliore conduttività. La nichelatura elettrolitica può anche contribuire a rendere l'oggetto più resistente all'usura e all'abrasione, il che è particolarmente utile se l'oggetto è sottoposto a regolare usura. Nel complesso, la nichelatura elettrolitica offre una serie di vantaggi che la rendono un'opzione interessante per chi vuole proteggere e migliorare i propri oggetti.
2. Cos'è la galvanoplastica e come funziona?
La galvanoplastica è un processo in cui uno strato di metallo viene applicato a un altro materiale. È un metodo comune per proteggere le parti metalliche o per conferire loro un aspetto decorativo. Il processo di galvanizzazione avviene tramite elettrolisi, in cui una corrente elettrica viene fatta passare attraverso una soluzione contenente il metallo da applicare al materiale da placcare. Il materiale da placcare è chiamato catodo, mentre il metallo da applicare è chiamato anodo. Quando la corrente attraversa la soluzione, gli ioni metallici vengono rilasciati dall'anodo e depositati sul catodo, creando uno strato metallico permanente. Lo spessore dello strato dipende dalla durata del processo. La galvanica può essere utilizzata su una varietà di materiali, tra cui acciaio, rame, ottone e alluminio. È un modo economico e semplice per proteggere le parti metalliche o dare loro un aspetto decorativo.
3. Di quali strumenti ho bisogno per un progetto fai-da-te?
Se si vuole realizzare un progetto fai-da-te, è importante avere a portata di mano gli strumenti giusti. Per la galvanoplastica sono necessari alcuni strumenti speciali che vi aiuteranno a completare il progetto con successo. Innanzitutto, è necessaria una fonte di energia, come una batteria o un alimentatore. È inoltre necessario un elettrolita per depositare il nichel sul metallo. Sono necessari anche un anodo di nichel e un materiale catodico. È inoltre necessario un detergente adatto per pulire il metallo prima della nichelatura. Anche una carta vetrata o una spazzola metallica possono essere utili per preparare il metallo. Non dimenticate di indossare guanti e occhiali protettivi per proteggervi da eventuali lesioni. Con questi strumenti e un po' di pratica, potrete nichelare con successo il vostro progetto fai da te.
4. Guida passo passo alla nichelatura elettrolitica
Per la galvanoplastica sono necessari alcuni materiali e strumenti speciali. Innanzitutto, è necessario pulire e sgrassare accuratamente le parti da nichelare per garantire una buona adesione del rivestimento di nichel. Poi bisogna preparare una soluzione per il bagno di nichel e metterla in un contenitore adatto. Successivamente è necessario collegare una fonte di alimentazione e immergere le parti da nichelare nella soluzione come catodo. L'asta anodica deve essere immersa nella soluzione ma non deve entrare in contatto con i pezzi da nichelare. Durante il processo è necessario monitorare la corrente e il tempo per assicurarsi di ottenere lo spessore di nichelatura desiderato. Al termine del processo, i pezzi devono essere accuratamente risciacquati e asciugati. È importante seguire tutte le precauzioni di sicurezza e indossare un equipaggiamento protettivo adeguato per evitare lesioni. Grazie a queste istruzioni passo-passo, ora potete realizzare con successo i vostri pezzi in nichel galvanico.
5. Consigli e suggerimenti per ottenere il miglior risultato possibile
Per ottenere il miglior risultato possibile dalla nichelatura galvanica, ci sono alcuni consigli e trucchi da seguire. Innanzitutto, è importante disporre di tutti i materiali e gli strumenti necessari prima di iniziare il processo. Una preparazione accurata è la chiave del successo. Dovete anche assicurarvi che la superficie da nichelare sia pulita e sgrassata a fondo per garantire un'adesione ottimale del rivestimento di nichel. Anche un'alimentazione di corrente uniforme e una durata adeguata del bagno galvanico sono fondamentali per un risultato perfetto. Se seguite questi consigli e trucchi, otterrete sicuramente un ottimo risultato e porterete i vostri progetti fai-da-te a un livello superiore.
6. Applicazione della nichelatura galvanica
Se vi state chiedendo a cosa serva la nichelatura galvanica, siete nel posto giusto. La nichelatura galvanica è un metodo per rivestire gli oggetti metallici con un sottile strato di nichel. Questo strato protegge il metallo dalla corrosione e gli conferisce una superficie lucida. La nichelatura elettrolitica è utilizzata in molti settori, come l'industria elettronica, l'industria automobilistica e la produzione di gioielli. È un metodo poco costoso per affinare gli oggetti metallici e proteggerli dagli agenti esterni. Con il nostro tutorial fai-da-te, potete facilmente realizzare la nichelatura galvanica a casa vostra e rifinire i vostri oggetti metallici.
7. Cose importanti da tenere a mente durante la galvanoplastica
Se avete deciso di effettuare la nichelatura galvanica, ci sono alcune cose importanti da tenere a mente per ottenere i migliori risultati. Innanzitutto, è importante che l'oggetto da nichelare sia pulito e privo di olio, grasso e altri contaminanti. È quindi essenziale una pulizia accurata con un detergente adeguato. È inoltre necessario assicurarsi che l'intensità di corrente e la durata del processo di galvanizzazione siano adeguate al materiale e alle dimensioni dell'oggetto da nichelare. Una corrente troppo elevata o un tempo di placcatura troppo lungo possono portare a risultati indesiderati. Infine, è necessario assicurarsi di seguire tutte le precauzioni di sicurezza necessarie per evitare lesioni o danni. Tuttavia, grazie a questi importanti consigli e a un po' di pratica, è possibile elettroplaccare il nichel con successo e conferire ai propri oggetti un rivestimento di nichel duraturo e attraente.
8. Quali sono i vantaggi e gli svantaggi della galvanoplastica?
Se decidete di galvanizzare il nichel, ci sono alcuni vantaggi e svantaggi che dovete considerare. Il vantaggio maggiore è la funzione protettiva che la nichelatura offre. La galvanica protegge il metallo di base dalla corrosione e dall'usura. Inoltre, la nichelatura può migliorare l'aspetto dell'oggetto e conferirgli un aspetto brillante. Tuttavia, vi sono anche alcuni svantaggi. Innanzitutto, la nichelatura può essere costosa, soprattutto se eseguita da un professionista. Inoltre, può essere difficile applicare uno strato uniforme, il che può portare a risultati non uniformi. Inoltre, la nichelatura può causare reazioni allergiche se l'oggetto viene a contatto con la pelle. Ciononostante, la nichelatura galvanica è un modo popolare per proteggere e abbellire gli oggetti metallici.
9. Quali possono essere i costi di un progetto fai-da-te?
Se decidete di effettuare la nichelatura galvanica, dovete essere consapevoli che potrebbero esserci dei costi da sostenere. In primo luogo, è necessario disporre di una fonte di alimentazione adeguata, ad esempio un alimentatore che possa essere impostato sulla tensione e sulla corrente richieste. È inoltre necessaria una soluzione elettrolitica di nichel, il cui costo varia a seconda delle dimensioni dell'oggetto da nichelare. Occorre inoltre tenere conto di accessori quali anodi, catodi e cavi di collegamento. È inoltre necessario un abbigliamento protettivo adeguato per proteggersi dalle sostanze chimiche. Se si acquista tutta l'attrezzatura da soli, può diventare rapidamente costosa. Tuttavia, esiste anche la possibilità di affittare l'attrezzatura o di noleggiarla presso un negozio di bricolage. È importante valutare in anticipo se il costo del progetto fai-da-te vale la pena e se si intende utilizzare l'attrezzatura in futuro.
10. Conclusione: la galvanica come metodo efficace per proteggere le superfici metalliche
Quando si tratta di proteggere il metallo, la galvanoplastica è un metodo estremamente efficace. Applicando un sottile strato di nichel alla superficie metallica, questa viene protetta dalla corrosione e dall'abrasione. Inoltre, la nichelatura conferisce al metallo un aspetto lucido e attraente. La cosa migliore è che la nichelatura può essere facilmente eseguita da soli. Con alcuni strumenti e materiali di base, è possibile nichelare le proprie parti metalliche per farle durare più a lungo e per migliorarne l'aspetto. Che siate hobbisti o artigiani professionisti, la nichelatura è sicuramente un'abilità che vale la pena imparare.
- È possibile depositare il nichel direttamente sul ottone?
-
Sì. Il nichel può essere depositato galvanicamente direttamente sull’ottone. Per un avvio sicuro si consiglia un breve nickel strike (acido, ricco di cloruri) come strato intermedio; quindi proseguire con nichel.
Sequenza di processo consigliata
- Sgrassare, risciacquare a fondo.
- Micro-incisione per leghe Cu/Zn (molto breve), risciacquare.
- Attivazione acida (condizionatore), procedere bagnato-su-bagnato.
- Nickel strike, avvio a bassa densità di corrente, 20–90 s.
- quindi nichel.
Note
- Evitare la dezincificazione: tempi di incisione/attivazione brevi; niente fasi di asciugatura.
- Parametri di avvio: iniziare a bassa densità di corrente e salire rapidamente al setpoint; un livello moderato di cloruri favorisce l’adesione.
- Contro l’ingiallimento: prevedere spessore totale di Ni sufficiente.
Difetti tipici & rimedi
- Vesciche/distacchi: incisione troppo lunga, superficie sporca, corrente iniziale troppo alta → accorciare i tempi, riattivare, partire con bassa densità di corrente.
- Avvio grigio scuro/passivazione: evitare attese, rinnovare l’attivazione.
- Rugosità: migliorare filtrazione/qualità dei risciacqui, eliminare sorgenti di particelle.
- È necessario passivare dopo la zincatura?
-
Se la passivazione dopo la zincatura sia necessaria dipende dall'uso previsto e dai requisiti richiesti.
Non sempre strettamente necessaria
Per molte applicazioni standard, uno strato di zinco puro (ad es. mediante zincatura a caldo o zincatura galvanica) è sufficiente per garantire una protezione di base contro la corrosione. In particolare, per componenti non soggetti a esigenze estetiche elevate o a condizioni di forte corrosione, spesso si rinuncia alla passivazione.
Vantaggi della passivazione
- Protezione aggiuntiva contro la corrosione: Le passivazioni (ad es. cromatazione in vari colori, fosfatazione, ecc.) creano uno strato protettivo supplementare che preserva lo zinco sottostante dall'ossidazione e ne aumenta la durata.
- Migliore aspetto estetico: Le superfici passivate possono essere esteticamente migliorate a seconda del metodo utilizzato (blu, giallo, nero, ecc.).
- Riduzione della ruggine bianca: Le superfici zincate di recente possono sviluppare "ruggine bianca" se esposte all'umidità o alla condensa. Una passivazione riduce significativamente questo rischio.
Requisiti specifici
Per i componenti esposti a condizioni ambientali estreme (ad es. nebbia salina, elevata umidità o agenti chimici aggressivi) o per esigenze estetiche specifiche (come nell'industria automobilistica o nelle applicazioni decorative), la passivazione o la cromatazione è generalmente consigliata o addirittura obbligatoria.
Conclusione
La passivazione dopo la zincatura non è sempre obbligatoria, ma offre chiari vantaggi in termini di protezione dalla corrosione e aspetto estetico. La necessità dipende dalle condizioni d'uso e dai requisiti qualitativi specifici.
- Cromatazione gialla – Zincatura gialla
-
Il cromatazione gialla (comunemente chiamata anche zincatura gialla) è un processo della galvanotecnica in cui le superfici zincate vengono ulteriormente trattate attraverso una passivazione gialla. Il risultato è una superficie giallastra o dorata che offre sia un aspetto estetico che una protezione contro la corrosione.
Come funziona la cromatazione gialla?
-
Strato di zinco come base
Innanzitutto, il metallo (ad esempio l’acciaio) viene zincato tramite zincatura galvanica o zincatura a caldo. Questo strato di zinco serve come base per il processo di cromatazione.
-
Trattamento chimico
Dopo la zincatura, viene effettuata una passivazione o cromatazione. Nel caso della variante gialla, il tipico colore giallo-dorato si sviluppa grazie a una soluzione chimica specifica.- In passato, si utilizzava spesso il cromo(VI), ma oggi è fortemente regolamentato.
- I sistemi moderni sono sempre più basati su cromo(III) per soddisfare le normative ambientali e sanitarie.
-
Sviluppo del colore
La superficie zincata reagisce con i componenti della soluzione cromatante, formando uno strato di conversione (strato di cromatazione). Questo migliora la protezione dalla corrosione e crea la tipica tonalità giallo-dorata.
Perché scegliere la cromatazione gialla?
- Miglioramento estetico: La superficie gialla/dorata è decorativa ed è molto richiesta in vari settori, come ferramenta, viti e componenti estetici.
- Protezione aggiuntiva contro la corrosione: Lo strato di cromatazione protegge ulteriormente lo zinco sottostante dall’ossidazione.
- Standard consolidato: Le superfici cromate in giallo sono state per decenni un riferimento per le finiture resistenti alla corrosione con un aspetto visivamente accattivante.
Cromo(VI) vs. Cromo(III)
- Con cromo(VI): Procedimenti tradizionali con una colorazione gialla intensa, ma fortemente regolamentati o vietati a causa degli effetti nocivi per l’ambiente e la salute.
- Con cromo(III): Alternativa più ecologica e sicura, con una tonalità leggermente meno intensa, ma conforme alle normative moderne e in continuo sviluppo.
Vantaggi e limiti della cromatazione gialla
Vantaggi
- Superficie gialla/dorata distintiva
- Maggiore protezione dalla corrosione rispetto alla semplice zincatura
- Applicazioni versatili, dall'industria automobilistica all’elettronica e all’uso domestico
Svantaggi
- Restrizioni ambientali per i processi con cromo(VI)
- Limitazione alle tonalità giallo/dorate
- Qualità dipendente dal trattamento preliminare e dalle caratteristiche dello strato di zinco
Conclusione
La cromatazione gialla è un trattamento post-zincatura che genera uno strato di cromatazione giallo o dorato. Questo strato aumenta la protezione dalla corrosione e dona al pezzo un aspetto estetico giallo/dorato. Se in passato si utilizzavano principalmente soluzioni a cromo(VI), oggi si ricorre sempre più spesso a sistemi a cromo(III), conformi alle normative ambientali e sanitarie. Nonostante alcune differenze in termini di intensità del colore e di processo, le superfici cromate in giallo restano tra le più diffuse e apprezzate nel settore della galvanotecnica.
-
Strato di zinco come base
- Cromatazione nera – Zincatura nera
-
Cromatazione nera – Zincatura nera
La cromatazione nera (spesso chiamata anche zincatura nera) è un processo della galvanotecnica in cui una superficie già zincata viene ulteriormente trattata con una passivazione scura. Questo trattamento chimico crea uno strato di cromato nero intenso o antracite, che migliora la protezione dalla corrosione e conferisce un aspetto scuro e distintivo.
Come funziona la cromatazione nera?
-
Strato di zinco come base
All'inizio, il metallo (ad esempio acciaio) viene zincato, sia per via elettrolitica che a caldo, creando così un primo strato protettivo di zinco.
-
Passivazione scura
Dopo la zincatura, viene eseguita una passivazione o cromatazione con una soluzione speciale che conferisce la colorazione nera. In passato, si utilizzavano soluzioni contenenti cromo(VI), oggi fortemente regolamentate per motivi ambientali e di salute. Oggi, i moderni processi a base di cromo(III) o privi di cromo(VI) offrono superfici nere molto scure.
-
Reazione chimica e formazione dello strato
Lo strato di zinco reagisce con i componenti chimici della soluzione di passivazione, formando uno strato di conversione (strato di cromato) di colore nero, che fornisce una protezione aggiuntiva contro la corrosione.
Vantaggi e applicazioni
- Estetica distintiva: La superficie nera è apprezzata per motivi estetici e per applicazioni di mimetizzazione, come nell’industria militare.
- Maggiore protezione dalla corrosione: Lo strato di cromato protegge lo zinco sottostante dall'ossidazione, prolungandone la durata.
- Utilizzo versatile: La cromatazione nera è ampiamente usata nell’industria automobilistica, nella produzione di viti e elementi di fissaggio, nell’elettronica, nel fai da te e in applicazioni decorative.
Processi con cromo(VI) e senza cromo(VI)
- Processi con cromo(VI): Producevano una colorazione nero intenso, ma sono ormai fortemente regolamentati o vietati per motivi ambientali e di salute.
- Processi senza cromo(VI) / a base di cromo(III): Offrono una colorazione scura, sono più sicuri per l’ambiente e la salute e vengono continuamente migliorati per avvicinarsi ai risultati delle tecnologie precedenti.
Limitazioni della cromatazione nera
- Usura meccanica: L'attrito e i graffi possono consumare lo strato di cromato scuro.
- Precisione del processo: Per ottenere una colorazione uniforme, i parametri del bagno chimico (temperatura, tempo, composizione chimica) devono essere attentamente controllati.
- Dipendenza dalla qualità dello zinco: Un'adeguata preparazione dello strato di zinco è essenziale, poiché la colorazione nera aderisce meglio su superfici pulite e uniformi.
Conclusione
La cromatazione nera, spesso chiamata anche zincatura nera, è un processo di passivazione scura delle superfici zincate. Il risultato è un aspetto nero intenso o antracite, combinato con una protezione anticorrosione migliorata. I processi privi di cromo(VI) rappresentano oggi un’alternativa più sicura per l’ambiente e la salute, offrendo un trattamento affidabile per ottenere una superficie nera attraente e resistente.
-
Strato di zinco come base
- Zincatura fai-da-te: guida a un progetto fai-da-te facile da realizzare!
-
Attenzione agli amanti del fai-da-te: Zincare da soli è più facile di quanto si pensi! Con le nostre istruzioni, otterrete una panoramica dettagliata delle basi della galvanizzazione e dei vantaggi che essa comporta. Iniziamo un entusiasmante progetto di bricolage!1. Introduzione
Ciao a tutti! Volete imparare a galvanizzare le vostre parti metalliche? Allora siete nel posto giusto! In questa guida vi mostreremo passo dopo passo come realizzare il vostro progetto fai da te. Ma prima di iniziare, vorremmo spiegare cosa significa elettrozincatura. Si tratta di un processo in cui viene applicato uno strato protettivo al metallo per proteggerlo dalla corrosione. Questo strato protettivo è costituito da zinco e viene applicato al metallo attraverso una reazione chimica. Ora sapete cosa aspettarvi: iniziamo!
2. Che cos'è l'elettrozincatura?
La zincatura è un processo che prevede l'applicazione di uno strato di zinco su un metallo per proteggerlo dalla corrosione. È uno dei metodi più utilizzati per proteggere l'acciaio e il ferro dalla ruggine. Il processo funziona per elettrolisi: il metallo viene immerso in una soluzione di zinco e viene attraversato da una carica elettrica. In questo modo lo zinco presente nella soluzione viene applicato al metallo, creando un rivestimento protettivo. La zincatura è un metodo economico ed efficace per proteggere i metalli dalla corrosione ed è adatta anche ai progetti di fai da te. Con alcune conoscenze e strumenti di base, è possibile realizzare progetti di galvanizzazione a casa propria.
3. Fare i preparativi
Prima di iniziare la galvanizzazione, è necessario effettuare alcuni preparativi per garantire la buona riuscita del progetto fai-da-te. Innanzitutto, assicuratevi di avere a portata di mano tutti i materiali e gli strumenti necessari, come un anodo di zinco, un bagno di galvanizzazione, una fonte di alimentazione e guanti protettivi. È inoltre importante predisporre un luogo di lavoro adeguato, ben ventilato e senza materiali infiammabili nelle vicinanze. Prima di iniziare il processo di galvanizzazione, è necessario assicurarsi che l'oggetto da galvanizzare sia accuratamente pulito e sgrassato per garantire un'adesione ottimale del rivestimento di zinco. Ricordate che la sicurezza è fondamentale e che dovete sempre indossare guanti e occhiali protettivi per evitare lesioni. Con questi preparativi, siete pronti a completare con successo il vostro progetto di zincatura fai-da-te.
4. Procurarsi strumenti e materiali per la zincatura
Per portare a termine con successo il progetto di galvanizzazione fai-da-te, sono necessari gli strumenti e i materiali giusti. Innanzitutto, è necessario scegliere una soluzione galvanizzante adatta, che potete acquistare da noi. È molto importante anche un contenitore adatto in cui mescolare il bagno di galvanizzazione e immergere l'oggetto da galvanizzare. Ad esempio, un contenitore di plastica o una vecchia pentola di acciaio inossidabile sono adatti. Un altro strumento importante è un raddrizzatore, che regola l'intensità di corrente e consente di ottenere un risultato di galvanizzazione uniforme. È necessario anche un anodo, che è fatto di zinco e viene appeso nel bagno di galvanizzazione. Serve come fonte di corrente e assicura che lo zinco si depositi sull'oggetto da galvanizzare. Per pulire a fondo l'oggetto prima della galvanizzazione, è consigliabile utilizzare carta vetrata e detergenti come l'isopropanolo. Con questi strumenti e materiali, siete ben attrezzati per portare a termine con successo il vostro progetto di galvanizzazione fai-da-te. 5. Preparare e ingrassare la superficie.
5. Preparare e ingrassare la superficie
Prima di iniziare il processo di galvanizzazione vero e proprio, è necessario assicurarsi che la superficie dell'oggetto da galvanizzare sia liscia e pulita. A tal fine, è necessario pulirla accuratamente e rimuovere l'eventuale ruggine. Poi bisogna irruvidire leggermente la superficie con una spazzola metallica o carta vetrata per garantire una migliore adesione del rivestimento di zinco. Per ottenere un risultato ottimale, è consigliabile trattare la superficie con un grasso o un olio adeguato prima della zincatura. In questo modo si evita che lo zinco si attacchi a zone indesiderate e si evitano antiestetiche gocce o strati irregolari. Assicuratevi di utilizzare solo grassi o oli speciali adatti al processo di zincatura. Con un'accurata preparazione della superficie e un trattamento accurato con grasso o olio, nulla osta alla riuscita del progetto fai-da-te.
6. Eseguire il processo di zincatura
Prima di iniziare la galvanizzazione, assicuratevi di avere a portata di mano tutti i materiali e gli strumenti necessari. Tra questi, un set di anodi di zinco, un alimentatore a corrente continua, un contenitore di plastica, elettrolita di zinco e guanti per proteggersi dalle sostanze chimiche. Innanzitutto, è necessario pulire e sgrassare a fondo l'oggetto da galvanizzare per garantire un'adesione ottimale dello strato di zinco. Quindi si collega l'oggetto all'alimentazione in corrente continua come catodo e lo si immerge nell'elettrolita di zinco. L'anodo di zinco funge da anodo e rilascia ioni di zinco, che si depositano sull'oggetto e formano uno strato protettivo. Più a lungo l'oggetto rimane nell'elettrolita, più lo strato di zinco diventa spesso. Dopo la galvanizzazione, l'oggetto deve essere accuratamente risciacquato e asciugato. Con un po' di pratica e pazienza è possibile eseguire una zincatura professionale a casa.
7. Cura dei pezzi dopo la zincatura
Dopo aver zincato con successo i vostri pezzi, è importante trattarli adeguatamente per garantirne la durata e l'estetica. Innanzitutto, sciacquate accuratamente i pezzi con acqua per rimuovere i residui di zinco in eccesso. Poi si possono pulire con un detergente delicato e un panno morbido per eliminare eventuali residui di sporco. Successivamente, è necessario lasciare asciugare bene i pezzi prima di sigillarli con uno strato protettivo. A questo scopo è adatto uno spray speciale o un sigillante a base di cera o olio. Il rivestimento protettivo protegge i pezzi dalla corrosione e conferisce loro un aspetto brillante. Si noti, tuttavia, che il post-trattamento può variare a seconda del tipo di pezzi e della zincatura. Pertanto, è bene informarsi preventivamente sulle fasi consigliate per il proprio progetto specifico.
8. Evitare gli errori di galvanizzazione fai da te
Se decidete di zincare il vostro progetto fai-da-te, ci sono alcuni errori da evitare per ottenere i migliori risultati possibili. Un errore comune è quello di non pulire correttamente l'oggetto da galvanizzare. È importante rimuovere tutti i residui di grasso e olio, in quanto possono compromettere l'adesione del rivestimento di zinco. Anche la rimozione della ruggine e di altri contaminanti è una fase importante per ottenere un rivestimento di zinco uniforme e duraturo. Un altro errore è la preparazione insufficiente della soluzione elettrolitica. È importante utilizzare le giuste quantità di zinco e acido cloridrico per garantire una conduttività ottimale. Anche la scelta della corrente giusta è fondamentale per ottenere uno strato di zinco uniforme. Se evitate questi errori, potete essere certi che il vostro progetto di zincatura fai-da-te sarà un successo completo.
9. Conclusione: la galvanizzazione fai-da-te - un progetto fai-da-te gratificante!
Conclusione: la galvanizzazione fai-da-te - un progetto fai-da-te vantaggioso! In sintesi, la galvanizzazione fai-da-te è un progetto utile. Non solo è più economico rispetto all'assunzione di un fornitore di servizi professionale, ma è anche un ottimo modo per familiarizzare con la tecnica della galvanizzazione. Con un po' di pratica e pazienza, anche i principianti possono ottenere rapidamente buoni risultati. Tuttavia, è importante prendere le necessarie precauzioni di sicurezza e seguire le istruzioni. Chiunque sia alla ricerca di un nuovo progetto di bricolage e sia interessato alla lavorazione dei metalli dovrebbe assolutamente provare la galvanizzazione.
- Come si può rivestire lo zinco (incluso lo Zamak)?
-
Rivestimento galvanico su zinco o zama
Se lo zinco (ad es. zama o superfici zincate) è già presente come substrato e si desidera applicare un ulteriore strato galvanico (ad es. rame, nichel, cromo, ecc.), si applicano requisiti leggermente diversi rispetto all'acciaio. Lo zinco è un metallo relativamente reattivo e può essere rapidamente attaccato da acidi o basi forti. Inoltre tende a formare ossidi che possono rendere difficile una buona adesione. Pertanto – soprattutto nella zama – si utilizza solitamente un cosiddetto “strike” (strato di adesione) per garantire una tenuta affidabile dello strato finale. Come strato di adesione (strike) si utilizza un elettrolita di rame alcalino.
Di seguito è riportata una sequenza di processo consigliata per il rivestimento galvanico su zinco o zama:
-
Pulizia / Sgrassaggio
Scopo: Rimozione di grassi, oli e altre impurità.
Note: Utilizzare detergenti adatti (delicati), poiché lo zinco può essere attaccato in ambienti fortemente alcalini. Solitamente processo in bagno d’immersione, eventualmente supportato da ultrasuoni o lavaggio a spruzzo. -
Risciacquo
Scopo: Rimuovere i residui di detergente per evitare la contaminazione dei bagni successivi.
Consiglio: Il risciacquo in più fasi (acqua fredda o calda) è spesso consigliato per pulire a fondo la superficie. -
Leggera decapatura / Attivazione (Condizionatore)
Scopo: Rimuovere sottili strati di ossido e attivare la superficie dello zinco.
Condizionatore: Bagno speciale, leggermente acido, leggermente diluito (secondo le indicazioni del produttore) per trattare delicatamente la superficie dello zinco senza aggredirla eccessivamente. -
Risciacquo breve
Scopo: Eliminare residui di decapaggio o condizionatore per evitare contaminazioni nei bagni successivi.
-
Strato di adesione (elettrolita di rame alcalino)
Scopo: Applicare uno strato metallico molto sottile ma con elevata adesione come base per i rivestimenti successivi.
Elettrolita di rame alcalino:
- Garantisce una buona adesione sullo zinco se la superficie è correttamente preparata.
- È più ecologico e sicuro rispetto ai bagni contenenti cianuro. -
Rivestimento principale
Opzioni:
- Ulteriore strato di rame (acido) per conduttività e levigatura.
- Nichel per protezione dalla corrosione e durezza.
- Cromo (dopo il nichel) per brillantezza e resistenza all’usura.
- Altri metalli o leghe (ad es. ottone, stagno, bronzo) a seconda delle necessità. -
Risciacquo / Post-trattamento
Scopo: Rimozione di residui di elettrolita e additivi.
Opzionale: Passivazione o sigillatura per ulteriore protezione dalla corrosione o per un aspetto particolare. -
Asciugatura / Controllo finale
Asciugatura: Centrifuga, forno ad aria calda o simili per evitare macchie d’acqua.
Finale: Ispezione visiva, misurazione dello spessore del rivestimento e test di adesione.
Riepilogo delle fasi del processo
- Sgrassaggio / Pulizia
- Risciacquo
- Leggera decapatura / Attivazione (Condizionatore, diluito)
- Risciacquo
- Strato di adesione (Elettrolita di rame alcalino)
- Rivestimento principale (ad es. rame brillante, nichel)
- Risciacquo / Post-trattamento
- Asciugatura / Controllo finale
-
- L'alimentatore non visualizza niente o non raggiunge la tensione
-
Gli alimentatori regolano il flusso di corrente attraverso la tensione, che è il risultato della legge di Ohm. Se non è collegato alcun carico, non può fluire alcuna corrente.
Se il limite di corrente è impostato a zero, anche la tensione scenderà a zero.
Impostazione della tensione
- Ruotare il regolatore di tensione grossolano e fine fino a visualizzare sul display la tensione di uscita desiderata.
- Assicurarsi che la tensione impostata non superi la tensione massima di alimentazione del carico da azionare.
- Se non è possibile aumentare ulteriormente la tensione, probabilmente il limite di corrente è impostato su un valore troppo basso.
- Il flusso di corrente risulta allora dalla resistenza ohmica
Impostazione del limite di corrente
- Impostare una tensione molto bassa, circa 1 V-, per evitare scintille e creare un cortocircuito con i puntali collegati.
- L'alimentatore passa quindi dalla modalità a tensione costante a quella a corrente costante (il display visualizza C.C anziché C.V).
- A questo punto, ruotare il regolatore di corrente grossolano e fine fino a visualizzare sul display la corrente di uscita desiderata.
- Una volta impostato con successo il limite di corrente, è possibile rilasciare nuovamente il cortocircuito.
- Aumentare quindi la tensione fino al valore desiderato
- Quando si lavora con il limite di corrente, la tensione viene ridotta in base alla resistenza applicata
Se non passa corrente, controllare il contatto.
- Si forma fango nero o il deposito diventa opaco
-
Quando durante il processo di galvanizzazione si forma del fango nero o il rivestimento diventa opaco, questo può indicare diversi problemi nel processo di galvanica. Ecco le cause più comuni:
Eccesso di corrente (sovraccarico):
- Sintomo: Formazione di fango nero o superficie opaca e irregolare.
- Causa: Se la corrente è impostata troppo alta, le particelle di metallo possono depositarsi troppo rapidamente, portando a un deposito grossolano, poroso o addirittura nero. Questo è particolarmente comune quando la densità di corrente (corrente per area) è troppo alta.
- Soluzione: Ridurre la corrente o la tensione per ottenere un deposito di metallo più uniforme e liscio (tieni presente, tuttavia, che in alcuni elettroliti lo strato può diventare opaco se la densità di corrente è troppo bassa).
Pulizia insufficiente del pezzo:
- Sintomo: Rivestimento irregolare e opaco o macchie nere.
- Causa: La contaminazione, l'ossidazione o il grasso sulla superficie del pezzo possono interferire con il corretto deposito del metallo, causando difetti nel rivestimento.
- Soluzione: Pulire accuratamente il pezzo prima di immergerlo nel bagno elettrolitico. Rimuovere tutti i grassi, strati di ossido e sporco con un lavaggio, levigatura e risciacquo accurati.
Materiale del pezzo inadeguato:
- Sintomo: Fango nero nell'elettrolita o rivestimento opaco.
- Causa: Se il materiale del pezzo non è adatto all'elettrolita utilizzato, può dissolversi e contaminare l'elettrolita, portando a un rivestimento di scarsa qualità e depositi indesiderati.
- Soluzione: Assicurarsi che il materiale del pezzo sia compatibile con l'elettrolita utilizzato. Verificare la composizione del materiale e scegliere un elettrolita adatto per evitare reazioni chimiche che causano contaminazione.
Posizionamento inadeguato degli elettrodi:
- Sintomo: Depositi neri in alcune aree.
- Causa: Una distribuzione della corrente irregolare a causa di un cattivo posizionamento dell'anodo o del catodo può causare un eccesso di deposito di metallo in alcune aree, con conseguente formazione di fango nero.
- Soluzione: Assicurarsi che gli elettrodi siano posizionati correttamente e che la corrente sia distribuita uniformemente. Controllare le distanze tra gli elettrodi e la posizione del pezzo nel bagno.
Durata eccessiva della galvanizzazione:
- Sintomo: Rivestimento opaco o scuro.
- Causa: Se il pezzo rimane troppo a lungo nel bagno elettrolitico, può saturarsi eccessivamente, risultando in uno strato opaco o addirittura nero.
- Soluzione: Ridurre il tempo di galvanizzazione e monitorare regolarmente il processo per garantire che lo spessore dello strato desiderato venga raggiunto senza compromettere la superficie.
Temperatura dell'elettrolita inadeguata:
- Sintomo: Opacità o depositi neri.
- Causa: Le variazioni di temperatura possono alterare la velocità delle reazioni chimiche nell'elettrolita, influenzando la qualità del rivestimento.
- Soluzione: Controllare e regolare la temperatura dell'elettrolita per garantire che rimanga entro l'intervallo ottimale per il processo di galvanizzazione specifico.
Riassunto:
Il fango nero o un rivestimento opaco durante il processo di galvanizzazione sono spesso causati da un eccesso di corrente, una pulizia insufficiente, un materiale del pezzo inadeguato, una distribuzione irregolare della corrente o problemi di temperatura. Regolando questi parametri, è possibile migliorare significativamente la qualità del rivestimento.
- Il deposito di cromo diventa scuro
-
È normale che il cromo appaia scuro nelle fasi iniziali della deposizione. Questo perché lo strato di cromo è inizialmente molto finemente cristallizzato, il che significa che la luce viene riflessa in modo diverso e la superficie appare scura. Man mano che la deposizione procede, i cristalli aumentano di dimensioni e lo strato diventa gradualmente più chiaro e assume il tipico colore del cromo.
Potrebbe anche essere che la densità di corrente sia troppo elevata. Se la densità di corrente è troppo alta, lo strato di cromo si deposita troppo rapidamente e in modo non uniforme, il che può portare a una superficie scura o nera. Una densità di corrente inferiore garantisce una formazione più uniforme dei cristalli e quindi uno strato di cromo più chiaro e uniforme. In questo caso è necessario trovare un compromesso tra velocità e qualità.
Un altro aspetto importante è che l'elettrolita si riscalda troppo a causa dell'elevata densità di corrente. Una temperatura troppo elevata porta anche a una colorazione scura dello strato. In questo caso, è necessario ridurre la densità di corrente o interrompere la deposizione.
- Il rivestimento sull'acciaio inossidabile non dura a lungo
-
Se il rivestimento non aderisce all'acciaio inossidabile, il motivo è solitamente un pretrattamento inadeguato. L'acciaio inossidabile forma uno strato di ossido invisibile a contatto con l'aria nel giro di pochi secondi, che protegge il metallo dalle reazioni chimiche ma che ostacola in modo significativo l'adesione dei rivestimenti.
Per garantire un rivestimento duraturo, è fondamentale preparare il pezzo con un Nichel-Strike. Questo attivatore galvanico rimuove lo strato di ossido e il cromo contenuto nella lega di acciaio inossidabile e forma un sottile strato di nichel adesivo come base per un ulteriore rivestimento.
In alternativa, per ottenere risultati simili, si può utilizzare anche un'incisione d'oro (gold flash).
- Il nichel non si deposita sul ferro
-
È necessaria un po' di pazienza perché il nichel si deposita piuttosto lentamente. La densità di corrente potrebbe essere troppo bassa, nel qual caso ci vorrebbe molto più tempo. Tuttavia, non devono esserci troppe bolle di gas, altrimenti potrebbero formarsi delle strisce nere.
Il grande svantaggio è che la formazione del nichel è molto difficile da riconoscere.
Controlla ancora una volta la polarità dell'anodo: questo deve essere positivo, mentre l'oggetto da rivestire deve essere negativo.
- Opzioni di pagamento
-
Può completare il suo acquisto con noi utilizzando i seguenti metodi di pagamento:
- ApplePay
- Carta di credito
- Klarna
- PayPal
- Pagamento anticipato (tramite bonifico bancario)
I metodi di pagamento disponibili possono variare a seconda del paese di consegna, della tecnologia utilizzata, dei cookie selezionati o del contenuto del carrello.
- Informazioni sulla spedizione
-
Qui trovi la tabella delle spese di spedizione.
Per oggetti piccoli e leggeri la spedizione può avvenire come Pacchetto piccolo (fino a 1 kg). Tieni però presente che l’opzione “Pacchetto piccolo” a volte può richiedere un po’ più di tempo per la consegna. Il tempo medio di consegna nell’UE è solitamente di circa 3–7 giorni.
Paese Spedizione pacchi Pacchetto piccolo Malta, Monaco 13,00€ 6,90€ Italia 12,00€ 6,90€ Svizzera 17,00€ 7,90€




















